






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

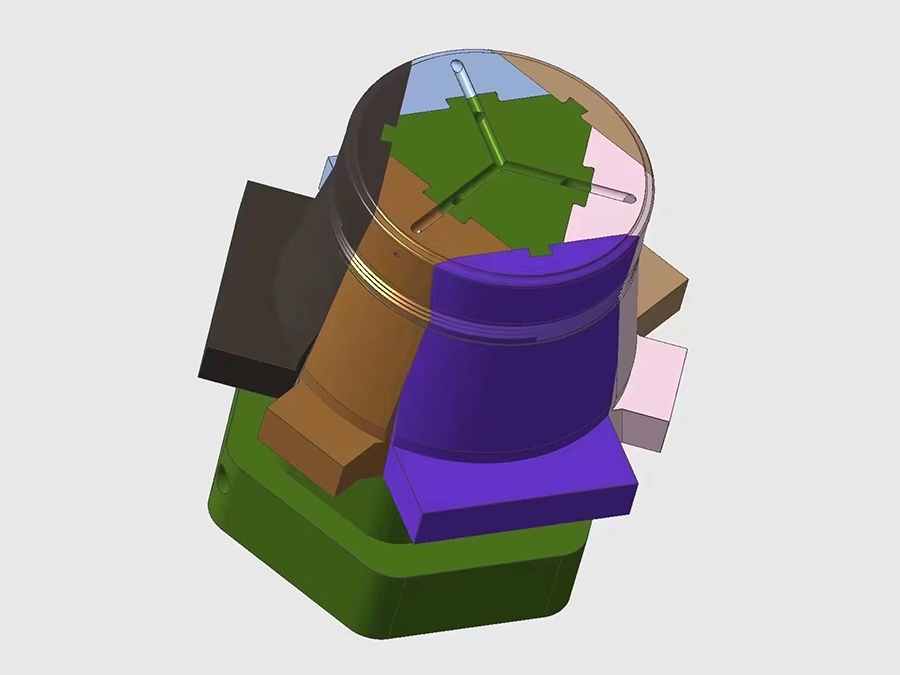
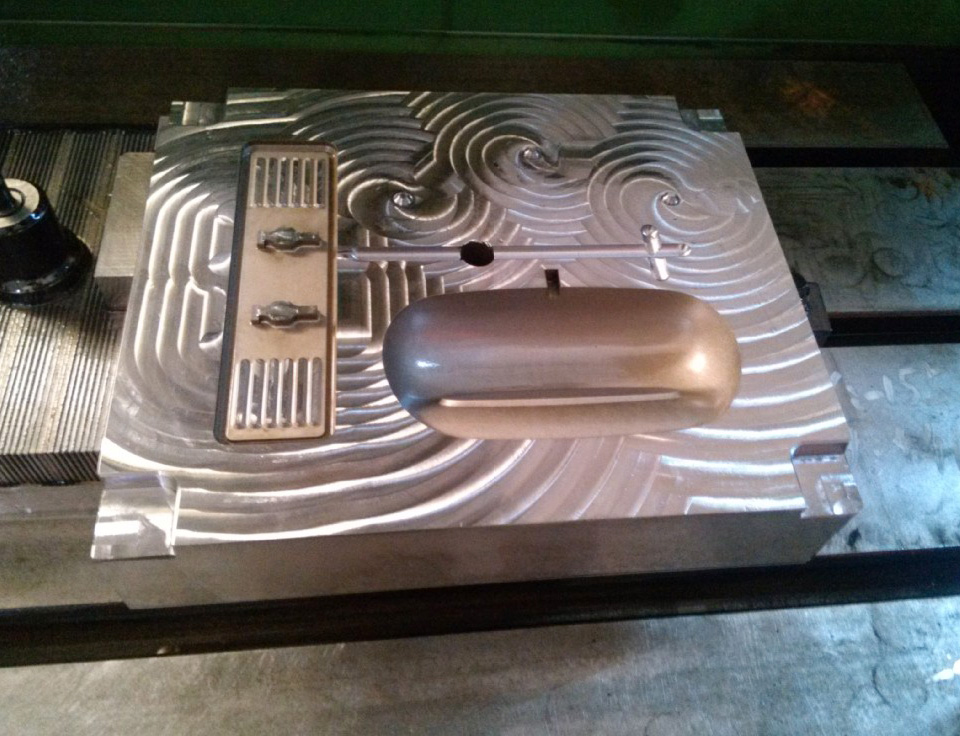
Mold Cavity | |
Product Name | Mold Cavity |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC60~94) |
Shaping Mode | Grinding, wire cutting, EDM, cnc machining, cnc turning, cnc Milling |
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. is located in Dongguan, China. It was founded in 2013. It covers an area of 5,000 square meters and has 86 employees. It has focused on the production and customization of non-standard mold accessories for 14 years!
Our main products include punches, guide posts and bushings, limit posts, fixed pins, ejector barrels, bushings, wear blocks, positioning blocks, tie rods, etc., as well as a series of OEM non-standard parts customized according to drawings.Widely used in high-precision hardware, plastics, automobiles, communications, electronics, mechanical equipment, die-casting and other fields.
The company currently has 4 workshops with 107 sets of professional equipment, such as Taiwan centerless grinding machine, Yuqing grinder, Zhengjia punch machine, Takizawa CNC, Sodick slow wire cutting, Oujia CNC and other equipment, using the core technology of V8 vacuum heat treatment. The wear resistance and toughness of the product are increased by 4-5 times. The daily output of accessories is about 20,000 pieces, and the annual output can reach about 7.3 million pieces;
We have attracted customers from all over the world through our professional team of engineers, efficient sales team and competitive prices. We export to more than 40 countries, including the United States, Iraq, Russia, Israel, Malaysia, Angola, Kazakhstan, Qatar, Morocco, Australia, Algeria, Vietnam, etc.


1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
3. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;
4. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;

5. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;
6. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
7 . Guide post guide bushing, GP auxiliary guide post, GP auxiliary guide bushing, SRP ball guide post guide bush, SGP sliding guide post guide bush, discharge plate guide post guide bush, TRP detachable guide post guide bush, independent guide post , non-standard guide posts and bushings and other cold stamping mold accessories;
8. Bushings, die inserts, lower molds, CNC Customized standard and non-standard precision stamping mold accessories such as concave molds, special-shaped bushings, contour sleeves, floating pins, cross pin floating pins, guide lifting pins, tungsten steel punches, etc.;
Temperature control of plastic mold processing and injection molding
1. Barrel temperature: The temperatures that need to be controlled during the injection molding process include barrel temperature, nozzle temperature and mold temperature, etc. The first two temperatures mainly affect the plasticization and flow of plastics, while the latter temperature mainly affects the flow and cooling of plastics. Each plastic has a different flow temperature. The same plastic has different flow temperatures and decomposition temperatures due to different sources or grades. This is due to different average molecular weights and molecular weight distributions. Plastics in different types of injection molding have different flow temperatures and decomposition temperatures. The plasticizing process in the machine is also different, so the temperature of the barrel is also different.
2. Nozzle temperature: The nozzle temperature is usually slightly lower than the top temperature of the barrel. This is to prevent the "salivation" that may occur in the straight-through nozzle. The nozzle temperature cannot be too low, otherwise it will cause premature solidification of the molten material and block the nozzle*, or the premature solidification material will be injected into the mold cavity and affect the performance of the product.
3. Mold temperature: Mold temperature has a great influence on the intrinsic performance and apparent quality of the product. The mold temperature depends on the crystallinity of the plastic, the size and structure of the product, performance requirements, and other process conditions (melt temperature, injection speed and pressure, molding cycle, etc.).



Steel performance requirements for plastic molds
1) Wear and corrosion of the cavity surface
The plastic melt flows in the mold cavity under a certain pressure, and the solidified plastic parts come out of the mold, which causes friction on the molding surface and causes wear. The fundamental cause of wear and failure of plastic molds is the friction between the mold and the material. However, the specific form and wear process of wear are related to many factors, such as the pressure, temperature, material deformation speed and lubrication conditions of the mold during the working process. When the materials and heat treatment used in the plastic mold are unreasonable, the surface hardness of the cavity of the plastic mold is low and the wear resistance is poor, which is manifested as: the size of the cavity surface is out of tolerance due to wear and deformation; the roughness value becomes higher due to roughening , the surface quality deteriorates. Especially when solid materials are used to enter the mold cavity, it will increase the wear of the cavity surface. In addition, during plastic processing, components such as chlorine and fluorine are heated and decompose to produce corrosive gases HC1 and HF, which cause corrosion and wear on the cavity surface of the plastic mold, leading to failure. If there is wear damage at the same time as the wear, the coating or other protective layer on the surface of the cavity is destroyed, which will promote the corrosion process. The cross-effect of the two types of damage accelerates corrosion-wear failure.
2) Plastic deformation failure
Pressure and heat on the surface of the plastic model cavity can cause plastic deformation failure. Especially when small molds are working on large-tonnage equipment, overload plastic deformation is more likely to occur. The materials used in plastic molds have insufficient strength and toughness, and low deformation resistance; another reason for plastic deformation failure is that the hardened layer on the surface of the mold cavity is too thin, the deformation resistance is insufficient, or the working temperature is higher than the tempering temperature, resulting in phase change softening. , causing the mold to fail early.
3) Break
The main cause of fracture is structural stress, thermal stress due to structure, temperature difference or insufficient tempering. At the use temperature, the retained austenite is transformed into martensite, causing local volume expansion and the structure produced inside the mold. Caused by stress.
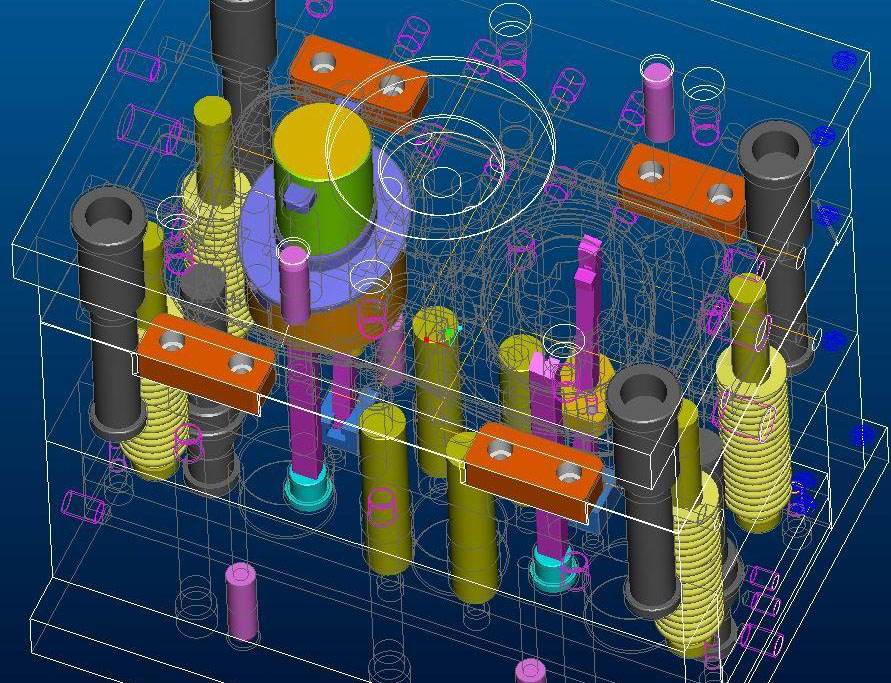
What problems does injection mold design generally solve?
1. The injection mold structure should be selected reasonably. According to the drawings and technical requirements of the plastic parts, research and select appropriate molding methods and equipment, combined with the factory's mechanical processing capabilities, propose an injection mold structure plan, fully solicit opinions from relevant parties, conduct analysis and discussion, in order to design the injection mold structure Reasonable, reliable quality and easy to operate. If necessary, requirements for modifying plastic parts drawings can be made based on the needs of injection mold design and processing, but this can only be implemented with the consent of the user.
2. The dimensions of injection molded parts should be calculated correctly. Molded parts are a direct factor in determining the shape, size and surface quality of plastic parts. They are closely related and require special attention. When calculating the dimensions of molded parts, the average shrinkage method can generally be used. For plastic parts with high precision and need to control the mold repair margin, the tolerance zone method can be used to calculate. For large precision plastic parts, try to use the analogy method to calculate the shrinkage rate of the geometric shape of the plastic part in different directions. compensate for the influence of certain factors that are difficult to consider in theory.
3. The designed injection mold should be easy to manufacture. When designing an injection mold, try to make the designed injection mold easy to manufacture and cheap. Especially for those more complex molded parts, it is necessary to consider whether to use general mechanical processing methods or special processing methods. If a special processing method is used, then how to assemble it after processing, similar issues need to be considered and solved when designing the injection mold. At the same time, the mold repair after the trial mold should also be considered, and sufficient mold repair margin should be left.
4. The designed injection mold should be efficient, safe and reliable. This requirement involves many aspects of injection mold design, such as the pouring system needs to be filled, the module needs to be closed, the temperature adjustment effect is good, and the demoulding mechanism is flexible and reliable.
5. Injection mold parts should be wear-resistant and durable. The durability of injection mold parts affects the service life of the entire injection mold. Therefore, when designing such parts, not only should necessary requirements be put forward for their materials, processing methods, heat treatment, etc., but pin parts such as push rods are also easy to get stuck. Bending, breaking, and resulting failures account for the majority of injection mold failures. For this reason, we should also consider how to adjust and replace easily, but we need to pay attention to the life span of the parts and the injection mold. 6. The injection mold structure must adapt to the molding characteristics of the plastic. When designing an injection mold, you should fully understand the molding characteristics of the plastic used and try to meet the requirements. This is also an important measure to obtain high-quality plastic parts.

What are the material requirements for precision injection molded parts processing?
Stainless steel materials used in precision injection molded parts processing
1. The first is the requirement for the hardness of the material. For some occasions, the higher the hardness of the material, the better. This is only limited to the hardness requirements of the machine parts. The material to be processed cannot be too hard. If it is harder than the machine parts, it cannot be processed. 2. Secondly, the material must be moderately soft and hard, at least one level lower than the hardness of the machine parts. At the same time, it also depends on the function of the processed device and the rational selection of the machine parts. In short, precision machining still has certain material requirements. Not all materials are suitable for processing. For example, if the material is too soft or too hard, the former does not need to be processed, while the latter cannot be processed.
Therefore, generally speaking, for mechanical processing, the material material must be lower than the hardness of the machine tool so that it can be processed. Not all materials can be precision machined. Some materials are too hard. If the hardness exceeds the hardness of the machine parts, the machine parts may collapse. Therefore, these materials are not suitable for precision machining unless they are made of special materials. parts, or laser cutting.






Difference Between Injection Plastic Mold and Blow Plastic Mold
Injection plastic mold is a kind of thermoplastic plastic mold, which is widely used in plastic molding. Blow molding molds are generally speaking various packaging containers such as beverage bottles and daily chemical products. So these two plastics What are the differences between molds? Let’s introduce them to you:
The corresponding processing equipment for injection molding plastic molds is an injection molding machine. The plastic is first heated and melted in the heating barrel at the bottom of the injection molding machine. Then, driven by the screw or plunger of the injection molding machine, it enters the mold cavity through the injection molding machine nozzle and the mold's gating system. , the plastic is cooled and hardened to form, and the product is demoulded to obtain the product.



Dongguan plastic mold accessories manufacturer
Its structure usually consists of molding parts, pouring system, guide parts, push-out mechanism, temperature adjustment system, exhaust system, support parts, etc., and is manufactured using plastic mold steel. The injection molding processing method is usually only suitable for the production of thermoplastic products. The plastic products produced by the injection molding process are very wide. From daily necessities to various complex electrical appliances, automobile parts, etc., they are all molded with injection molds. It is The most widely used processing method in the production of plastic products.
According to the process principle, the main forms of blow molding include extrusion blow molding and injection blow molding. ), multi-layer blow molding and hollow molding, sheet blow molding and hollow molding, etc.
The equipment corresponding to the blow molding of hollow products is usually called a plastic blow molding machine. Blow molding is only suitable for the production of thermoplastic products. The structure of the blow mold is relatively simple, and the materials used are mostly made of carbon.



Introduction to common polishing processes of plastic molds
As we all know, plastic molds are widely used in our current lives, and the basic procedures for plastic mold polishing are to obtain high-quality polishing effects. The most important thing is to have high-quality oilstones, sandpaper, and diamond abrasive pastes, etc. Polishing Tools and Auxiliaries. The general process of plastic mold polishing is as follows:



Precision plastic mold
1. Fine polishing mainly uses diamond grinding paste. If a polishing cloth wheel is mixed with diamond abrasive powder or abrasive paste for grinding, the usual grinding order is 9μm (#1800) ~ 6μm (#3000) ~ 3μm (#8000). 9μm diamond abrasive paste and polishing cloth wheel can be used to remove hair-like grinding marks left by #1200 and #1500 sandpaper. Then use sticky felt and diamond abrasive paste to polish in the order of 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000). The polishing process that requires an accuracy of 1 μm or more (including 1 μm) can be carried out in a clean polishing room in the mold processing workshop. For more precise polishing, an absolutely clean space is required. Dust, smoke, dandruff and drool can ruin the highly polished surface you get after hours of work.
2. The surface after rough polishing, milling, EDM, grinding and other processes can be polished with a rotating surface polisher or ultrasonic grinder with a speed of 35,000-40,000 rpm. Commonly used methods include using a wheel with a diameter of Φ3mm and WA#400 to remove the white spark layer. Then there is manual whetstone grinding, and the strip whetstone is added with kerosene as a lubricant or coolant. The general order of use is #180~#240~#320~#400~#600~#800~#1000. Many moldmakers choose to start with #400 to save time.
3. Semi-finish polishing and semi-finish polishing mainly use sandpaper and kerosene. The number of sandpaper is: #400~#600~#800~#1000~#1200~#1500. In fact, #1500 sandpaper is only suitable for hardened mold steel (above 52HRC) and is not suitable for pre-hardened steel, because this may cause surface burns on the pre-hardened steel parts.
4.Use abrasive paste for fine polishing. 8000 or 10000 will achieve a mirror surface.

Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.
Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication
Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang