






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

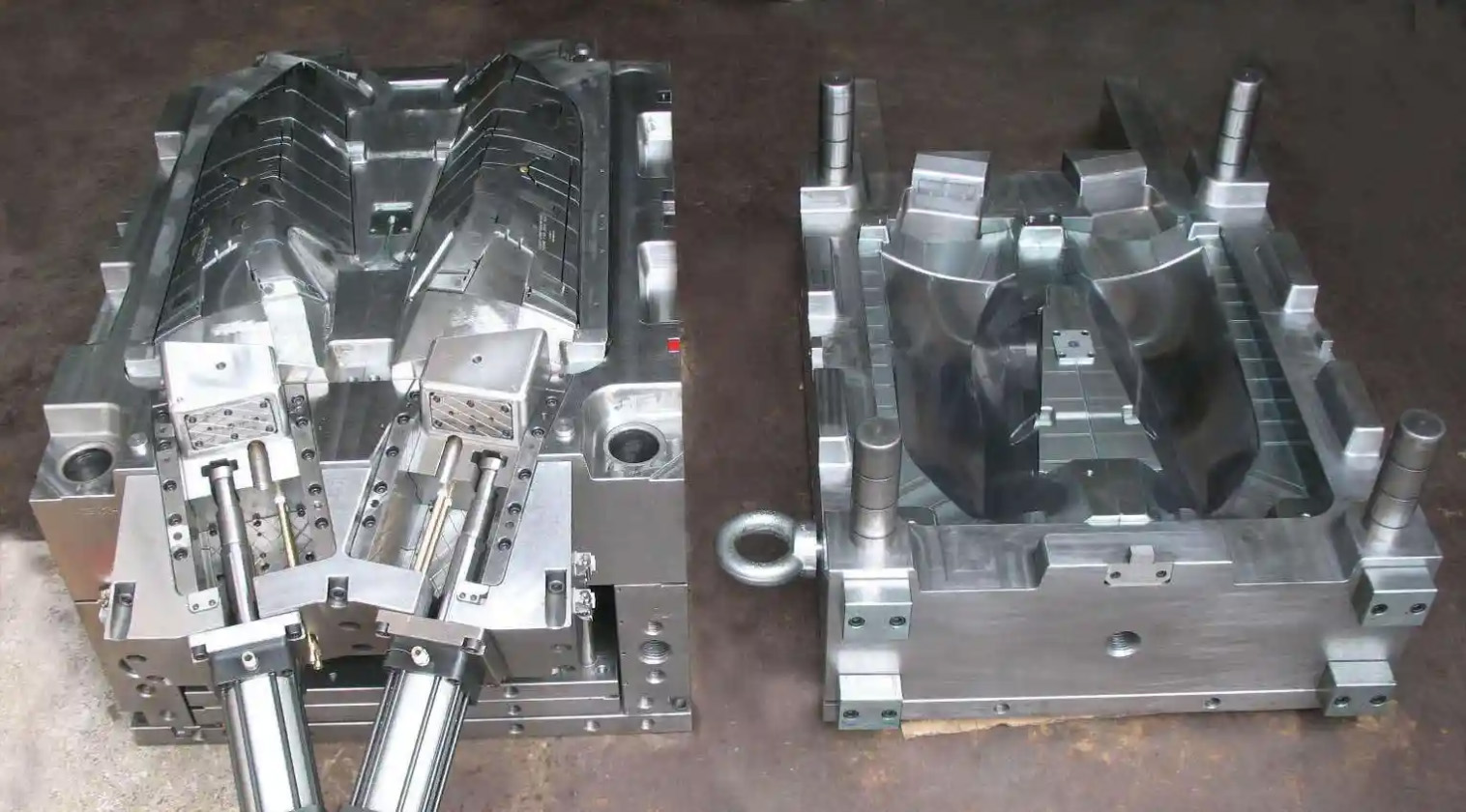
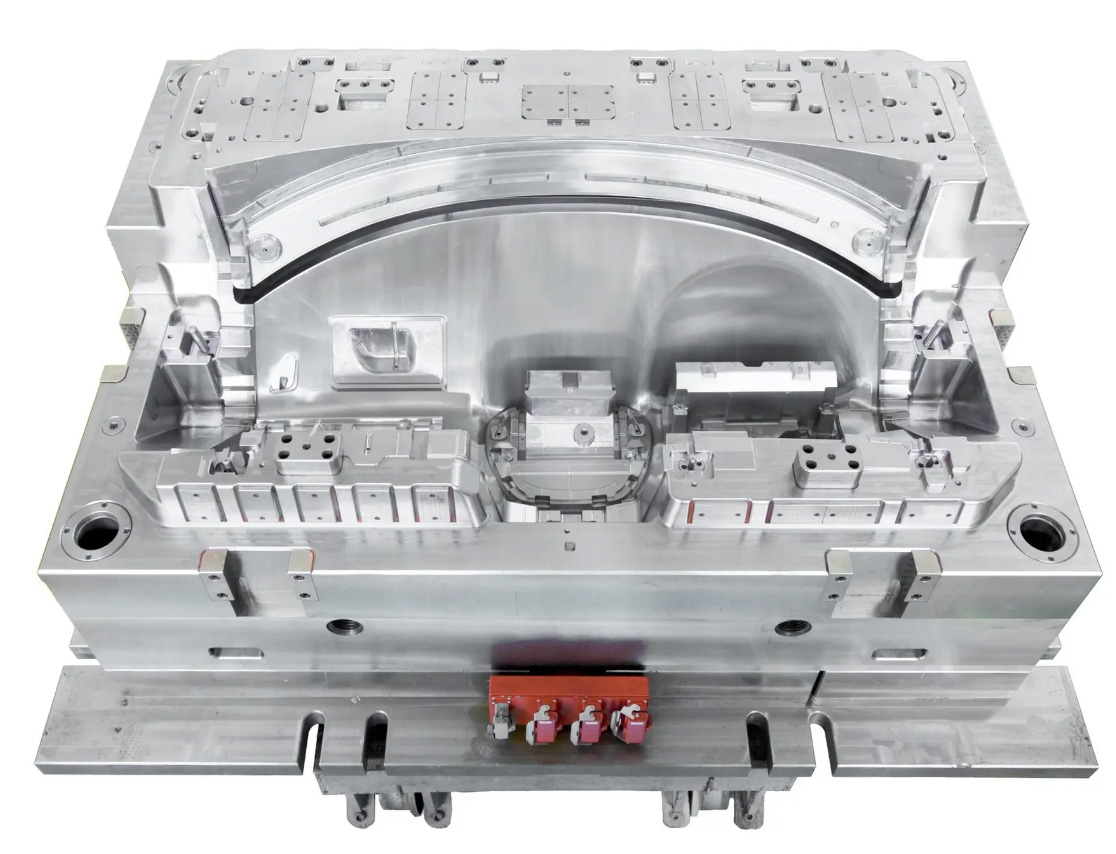
Automotive Mold Parts | |
Product Name | Automotive Mold Parts |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC60~94) |
Shaping Mode | Grinding, wire cutting, EDM, CNC machining, cnc turning, cnc Milling |
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. is an enterprise that provides professional technical solutions and precision accessories for precision molds. It was established in 2013 in a famous mold town in China.
The industry is committed to the manufacturing of precision mold cores, cavities, inserts and other non-standard parts.
The company's products are widely used in precision plastic molds, hardware stamping molds, and die-casting molds; involving the cosmetics and medical packaging industry, pen making industry, automotive machinery industry, hardware, plastic industry, electronic and electrical industry, precision tooling fixtures, and precision automation machinery, etc. many areas. Provide customers with comprehensive solutions for precision parts processing. Products include various types of high-precision mold cores, cavities, pen molds, complex inserts, non-standard barrels, ejector pins, precision screw inserts, flat tips, mold pins, punch pins, tie rods, nozzles, and molding inserts and other precision parts.


1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
3. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
4. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;

5. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;
6. Bushings, die inserts, lower molds, CNC Customized standard and non-standard precision stamping mold accessories such as concave molds, special-shaped bushings, contour sleeves, floating pins, cross pin floating pins, guide lifting pins, tungsten steel punches, etc.;
7. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;
8. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
Why do shrinkage concavities appear in products during the mold injection molding process?
During the injection molding process, shrinkage and dents in the product are a relatively common phenomenon. This situation will also be encountered during the production of injection molding. So what causes shrinkage and dents?
In fact, the teacher has more than ten years of injection molding experience and has his own solution to this problem. We have also analyzed the factors that caused this situation.
During the injection molding process, the main reasons for the shrinkage and denting of the product are as follows:
1Machine aspects
(1) If the nozzle hole is too large, the melt will flow back and cause shrinkage; if it is too small, the resistance will be large and the amount of material will be insufficient, causing shrinkage.
(2) Insufficient clamping force will cause flash to shrink, so check whether there is any problem with the clamping system.
(3) If the amount of plasticizing is insufficient, a machine with a large amount of plasticizing should be used, and the screw and barrel should be checked for wear.
There is no sloppiness in the configuration, maintenance and inspection of machine equipment. There are various types of precision mold production equipment such as CNC machining centers, fine carvings, and Sodick spark machines, as well as various types of injection molding machines, from design mold opening to injection molding. Every link is strictly controlled, with the goal of providing a more professional and complete service.


2. Mold aspect
(1) The design of the parts should make the wall thickness uniform and ensure consistent shrinkage.
(2) The cooling and heating system of the mold must ensure that the temperature of each part is consistent.
(3) The pouring system must be smooth and the resistance must not be too large. For example, the size of the main channel, runner, and gate must be appropriate, the smoothness must be sufficient, and the transition area must be an arc transition.
(4) For thin parts, the temperature should be increased to ensure smooth material flow, and for thick-walled parts, the mold temperature should be lowered.
(5) The gate should be opened symmetrically, try to open it in the thick-walled part of the part, and the cold slug well volume should be increased.
3. Plastics
Crystalline plastics shrink more than amorphous plastics. During processing, the amount of material should be appropriately increased, or a replacement agent should be added to the plastic to speed up crystallization and reduce shrinkage dents.
4. Processing
(1) The temperature of the barrel is too high and the volume changes greatly, especially the temperature of the front furnace. For plastics with poor fluidity, the temperature should be appropriately increased to ensure smoothness.
(2) The injection pressure, speed, and back pressure are too low, and the injection time is too short, resulting in insufficient material quantity or density and shrinkage. Excessive pressure, speed, and back pressure, or too long time cause flash and shrinkage.
(3) When the amount of material added is too large, the injection pressure will be consumed; if it is too small, the amount of material will be insufficient.
(4) For parts that do not require precision, after the injection and pressure-holding is completed, the outer layer is basically condensed and hardened but the sandwich part is still soft and can be ejected. Eject the mold as soon as possible and let it cool slowly in air or hot water. , which can make shrinkage dents gentle and less conspicuous without affecting use.


Several stamping die finishing methods
In order to improve the strength of the stamping die, the final process of stamping die production requires fine machining of the die surface to eliminate small cracks on the die surface and prevent the cracks from amplifying and damaging the stamping die during the strong impact of the press. The editor of stamping mold processing below introduces several commonly used finishing methods of stamping molds.
1. Manual grinding and polishing. The traditional mold surface processing method mainly relies on the operator's experience and technology. Manual polishing is time-consuming and inefficient. Some more complex curved surfaces or joint grinding and polishing will be more difficult to process.
2. Mechanical finishing - grinding. Commonly used grinding processing equipment include surface grinders, internal and external cylindrical grinders, and tool grinders. In order to ensure accuracy, CNC processing is generally used. Choose the appropriate type of grinder according to the shape of different parts. Surface grinders are used for plate parts, and internal and external cylindrical grinders or tool grinders are used for arc surface and rotary surface parts.
3. Mechanical finishing—CNC milling machine. Among them, the stamping mold surface processing method is fast and has good processing quality. Except for cavities with internal acute angles and extremely narrow and deep cavities, it can be competent in other aspects. It has become the mainstream process of stamping die processing abroad, and our country is also actively developing it.
How is the stamping die assembled?
How the stamping die is assembled. After all parts of the stamping mold are processed, assembly operations are required. When assembling, you must strictly follow the specifications. If you do not assemble as required, the mold will be easily damaged during the mold trial, causing irreparable losses. The editor of stamping mold processing describes the specific operating points as follows:
1. After the stamping die is assembled, first measure whether its overall height meets the design requirements. If there is any height, the reason should be carefully inquired.
2 The matching clearance between the guide post and the guide sleeve should meet the design requirements and be uniform in all parts.
3. After the guide posts and guide sleeves are transferred into the upper and lower concave and convex molds, their axis lines must be perpendicular to the end faces of the concave and convex molds, and the end faces of the upper and lower concave and convex molds must be parallel.
4. After the mold base is assembled, observe whether the upper mold base slides up and down along the guide pillar smoothly.
5. After the mold handle is installed into the upper mold base, its axis line must be perpendicular to the end face of the punch, and its error should not exceed 0.05mm.
6. After the guide post is installed, it should normally be 1-2mm away from the lower end surface of the female mold base. If you choose B guide bush, it should also be 1-2mm away from the upper end surface of the punch mold base.
7. The matching gap between the concave and convex molds is uniform and meets the design requirements.

Design principles of metal stamping parts
(1) The designed stamping parts must meet the product usage and technical performance, and be easy to assemble and repair.
(2) The designed stamping parts must be conducive to improving the utilization rate of metal materials, reducing the variety and specifications of materials, and reducing material consumption as much as possible. Use cheaper materials where possible and make parts as waste-free and with as little waste as possible.
(3) The designed stamping parts must be simple in shape and reasonable in structure to facilitate simplifying the mold structure and simplifying the number of processes, that is, using the least and simplest stamping processes to complete the processing of the entire part, reducing the need for other processing methods, and conducive to Stamping operations facilitate the organization of mechanized and automated production to improve labor productivity.
(4) The designed stamping parts should be designed to have lower dimensional accuracy and surface roughness requirements while ensuring normal use, which is conducive to product interchange, reduces waste and ensures stable product quality.
(5) The designed stamping parts should be conducive to processing using existing equipment, process equipment and processes as much as possible, and should be conducive to extending the service life of the stamping die.



High-precision mold accessories requirements
Precision mold accessories have the following requirements:
1. Hot and cold fatigue resistance
Some molds are in a state of repeated heating and cooling during the working process, which causes the surface of the cavity to be subjected to tension and pressure changes, causing surface cracks and peeling, increasing friction, hindering plastic deformation, and reducing dimensional accuracy, resulting in Mold failure. Thermal fatigue is one of the main forms of failure of hot work molds
2. Toughness
Most of the working conditions of Dongguan precision mold parts are very harsh, and some often bear large impact loads, resulting in brittle fracture. In order to prevent mold parts from suddenly breaking during operation, the mold must have high strength and toughness. The toughness of the mold mainly depends on the carbon content, grain size and organizational state of the material.
3. High temperature performance
When the working temperature of the mold is higher, the hardness and strength will decrease, leading to early wear or plastic deformation of the mold and failure. Therefore, the mold material should have high anti-tempering stability to ensure that the mold has high hardness and strength at the working temperature.
4. Corrosion resistance
When some molds, such as plastic molds, are working, due to the presence of chlorine, fluorine and other elements in the plastic, highly corrosive gases such as HCI and HF are decomposed after heating, which erodes the surface of the mold cavity, increases its surface roughness, and aggravates wear and failure.
5. Fatigue fracture properties
During the working process of Dongguan precision mold parts, fatigue fracture is often caused under the long-term action of cyclic stress. Its forms include small energy multiple impact fatigue fracture, tensile fatigue fracture, contact fatigue fracture and bending fatigue fracture. The fatigue fracture performance of the mold mainly depends on its strength, toughness, hardness, and the content of inclusions in the material.



The formation of precision mold parts in the mold
According to the working conditions of the mold, mold accessories can be divided into the following three categories:
1. Cold work mold accessories: including cold punching dies, cold heading dies, cold extrusion dies, drawing dies, wire drawing dies, rolling dies, shearing dies, etc.
2. Hot work dies: including hot forging dies (hot forging dies, high-speed hammer forging dies, precision forging dies), hot extrusion dies, hot blanking dies, die-casting dies, etc.
3. Forming mold accessories: including plastic molds, rubber molds, ceramic molds, glass molds, powder metallurgy molds, etc. Within the 52HRC range, plastic molds are usually considered within 45~60HRC. ☆ Hardness is a performance index that measures the hardness of a material. It refers to the material's ability to resist local deformation, especially plastic deformation, indentation or scratches. It is a comprehensive reflection of strength, plasticity, toughness, wear resistance and other indicators. Therefore, the hardness value is often marked on the part drawing as a technical requirement. ☆ Thermal hardness refers to the ability of the mold to maintain high hardness under heating or high temperature conditions; for example, hot work molds and some cold work molds require a certain degree of hot hardness. The hardness and thermal hardness of the material mainly depend on the material composition, heat treatment process and surface treatment process. It can reflect the wear resistance level of various steel types; the test is based on Cr12MoV steel (ε =1.0).
4. Fatigue resistance--a performance index that reflects the material's resistance to fatigue damage under alternating loads. Hot work molds often work under conditions of rapid cooling and rapid heating, and different degrees of thermal fatigue and cracks will inevitably occur. Therefore, it is hoped to have high thermal fatigue resistance to avoid early failure.
(2) Process performance requirements
1. Hot processing process performance includes forging, casting, welding and other properties. According to different manufacturing processes of the mold, different processing performance requirements can be put forward. These performance requirements are affected by factors such as the chemical composition, metallurgical quality, and organizational state of the mold material.
2. Cold working process performance includes cutting, polishing, grinding, cold extrusion and cold drawing. Mold products sometimes require high surface quality, low surface roughness and high precision, so they have high requirements for cutting performance and polishing performance.
3. Heat treatment process performance is actually a kind of thermal processing process performance. In mold failure accidents, factors caused by heat treatment account for about 52% of the total failure. The quality of heat treatment process performance has a great impact on the quality of the mold. It requires small heat treatment deformation, wide quenching temperature range, small overheating sensitivity, low decarburization sensitivity, low quenching cracking tendency, etc. In particular, it requires sufficient hardenability and hardenability. First, it can be manufactured. When the batch size is large, the ease of manufacturing becomes even more prominent.
(3) The supply can ensure that the selected materials should take into account my country's resources and actual supply conditions, use imported materials as little as possible, and the varieties and specifications should be as few and concentrated as possible to facilitate procurement management. (4) Reasonable economics requires that the selected materials have a simple production process, high yield, and low cost. Under the conditions of meeting performance, life and other requirements, low-priced materials should be![]() erials, a comprehensive analysis should be made and the following factors should be considered.
erials, a comprehensive analysis should be made and the following factors should be considered.
(4) Working condition factors of the mold
1. The size and speed of the load-bearing force (impact conditions). If the force is large, the material requires high strength; if the impact is large, the toughness is required.
2. Working temperature: Because the working temperatures of cold working, plastic, and hot working molds are very different, the heat resistance performance requirements of the materials are very different.
3. If the quality of the product requires high precision and low surface roughness, the selected materials must ensure good cutting and polishing properties during mold manufacturing based on composition and material, and good size and shape after the mold is made. Stability or high accuracy with low surface roughness values.
4. Material of the product. Whether the processed product is a metallic material or a non-metallic material, the deformation resistance and working temperature of different raw materials are very different. The working conditions of the mold are very different, so the selected mold material will be very different. Same. The mold composition can be mainly divided into working parts and auxiliary parts. The former is in direct contact with the processing materials and requires higher material performance than the latter. For example, the working parts (profile or edge part) of the convex and concave molds have high requirements on hardness, wear resistance, heat resistance, etc.; the non-working parts can be appropriately reduced, but a certain degree of strength and toughness must be ensured. For the auxiliary parts of the mold, including fasteners, guide parts, etc., materials can be selected according to their performance requirements.
(5) The manufacturing process factors of the mold should consider the different processing methods and processes of cold processing (cutting, polishing, grinding) and hot processing (forging, casting, welding) used in manufacturing, and select appropriate materials to suit them. For different methods of making molds by hand and machine, the material selection should be different. The cost of hand-made molds is high, so better materials should be selected as much as possible. Section 2 Cold work mold materials and their heat treatment Cold work molds are molds used for pressure processing or other processing of materials at room temperature. They are mainly divided into blanking dies, drawing and forming dies, cold heading dies and cold extrusion mold. 1. Characteristics of various types of cold work dies (1) Blanking dies are equipped with cutting edges and are used to punch and separate materials (mainly plates) during operation to obtain workpieces of a certain shape and size.



Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.
Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication
Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang