






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

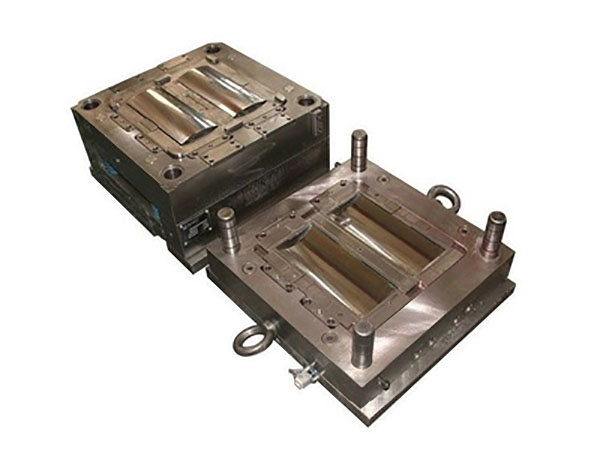
Cosmetic mold accessories | |
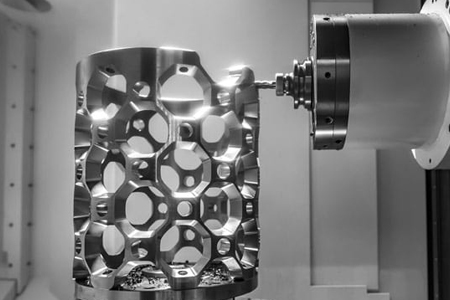
Main processing equipment | CNC lathe |
Item number | HX01 |
Number of processing equipment | 120 |
Processing capacity | 100 |
Process type | Compression molding |
Number of mold parting surfaces | Multiple parting surfaces |
Number of cavities | Multi-cavity mold |
Mold installation method | Mobile mold |
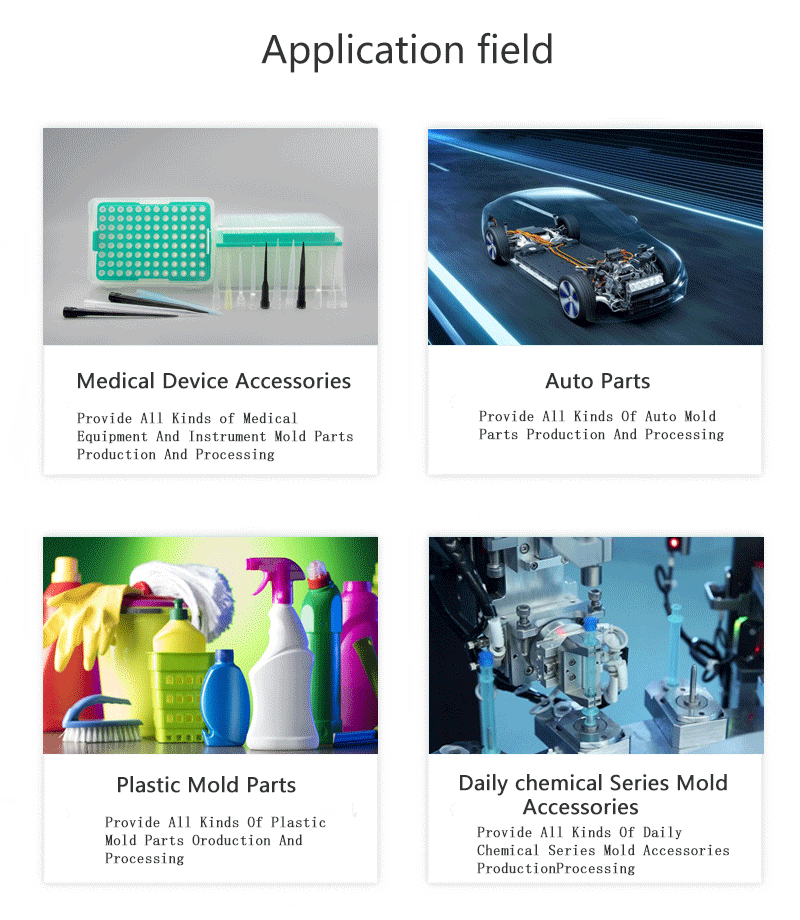
Scope of application | Daily necessities|Mobile phones|Home appliances|Automobiles|Instruments|Electronics|Medical |
Quality system | Iso9001 |
Arrangement | Vertical |
Mold material | Imported steel |
Processing and customization | Yes |
Dongguan Huixiang Mold Technology Co., Ltd. specializes in manufacturing precision photoelectric shafts/threaded electrodes/pen model cores/cosmetic parts/precision inserts/cores/bushes and SKH51/SKD61 series barrel ejector mold accessories, etc.;
products are widely used in Optoelectronics/digital electronics/medical packaging equipment/pen making/cosmetic packaging/electrical appliances/automobiles/mechanical motor axis manufacturing and other fields. The company's advantageous products include processing of non-standard mold parts, processing of brass + graphite wear-resistant blocks, processing of high-strength brass + graphite guide posts and bushings, processing of stainless steel guide posts and guide bushes, processing of various non-standard inserts, precision Plastic mold parts processing, metal stamping mold parts processing, die-casting mold parts processing, daily cosmetics mold parts processing, self-lubricating plates, self-lubricating guide rails, self-lubricating guide posts and guide bushes, brass plus graphite wear-resistant block processing, high-strength yellow Copper plus graphite wear-resistant block processing, oil steel plus graphite wear-resistant block processing, cast iron plus graphite wear-resistant block processing, precision tooling and precision automated machinery parts and many other fields, we provide customers with comprehensive solutions for precision mold parts processing.

1. Pen making/cosmetics/packaging products: pen model cores/pen cap accessories/pen refill screw inserts/lipstick series/spray molds;.
2. Medical packaging equipment products: syringe cores/syringes Core (assembly)/test tube core/medical packaging bottle cap screw thread core pulling/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara 3. Optoelectronic/digital electronic products: precision optoelectronic teeth Shaft/precision insert/core/bushing/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection.
4. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks ( High-strength brass plus graphite)/self-lubricating guide bushing without oil supply, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc. 5. Precision stamping mold accessories: non-standard punch needles, punches, Punch needle, tungsten steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double punch, double punch Customized special-shaped punches, guide punches, guide pins, turning punches, forming punches, oval punches, square punches, hexagonal punches, special-shaped punches, etc 6. Bushings, die inserts, Customized standard and non-standard precision stamping mold accessories such as lower die, CNC die, special-shaped bushings, contour sleeves, lifting pins, cross pin floating pins, guide lifting pins, tungsten steel punches, etc. 7. Guide pins, Standard and non-standard customization of positioning pins, height-stopping posts, limit posts, etc.; 8. SKH51 thimble, SKD61 thimble, supporting pin, flat thimble, shooting pin, cylinder pin, push tube, imported material thimble and cylinder non-standard Customized; 9. Guide post guide bushing, GP auxiliary guide post, GP auxiliary guide bushing, SRP ball guide post guide bush, SGP sliding guide post guide bush, unloading plate guide post guide bush, TRP detachable guide post guide bush , independent guide posts, non-standard guide posts and bushings and other cold stamping mold accessories; 10. Drilling die sets, beryllium bronze molds, diamond pins, positioning pins, countersunk hole pins, ejection pins, pins, connecting screws, resistors Customized mechanical parts such as material shafts, material blocking sleeves, and bushings;

1.Heat and cold fatigue safety performance. Some Chinese molds are in a state of repeated heating and cooling during the development process, which pulls the surface of the mold cavity and changes the pressure, causing cracks and peeling on the surface of the mold, increasing trade friction, hindering plastic deformation, reducing product size calculation accuracy, causing my country's Mold design failure. Hot and cold fatigue is one of the main manifestations of thermal mold failure. To help solve this problem, cosmetic mold accessories companies have relatively high hot and cold fatigue resistance.
2.Strong resilience. The working environment conditions of cosmetic mold parts are very poor for most, and some can often withstand large impact loads, resulting in brittle fracture. In order to avoid sudden brittle fracture of mold parts during operation, the mold industry is required to have certain high strength and high toughness. Factors that affect the toughness of the entire mold include carbon content, grain size and organizational learning status.
3.High temperature processing performance. Under high mold temperatures, the hardness and strength of the mold continue to decrease, causing early wear or plastic deformation of the mold. Mold manufacturing materials should have high tempering resistance to ensure that the teaching mold has higher hardness and strength when used in electronic temperature conditions.
4.Fatigue fracture properties. In the work management process of cosmetic mold accessories, under the action of long-term cyclic stress, mental fatigue fracture is often easily caused. Its form content includes small energy repeated impact fatigue fracture, tensile fatigue fracture, contact fatigue fracture and bending fatigue fracture.
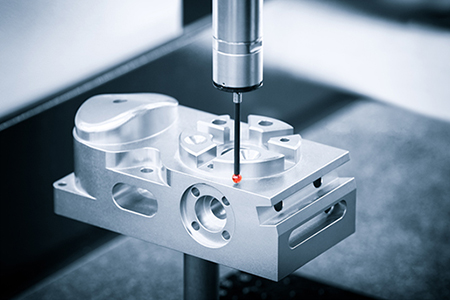
Mold accessories refer to the parts or components of the device design mold; it can also refer to the mold parts or components that are repositioned on the device after damage. Precision mold companies are generally composed of many important parts and can be divided into the following two categories: process analysis parts and structures and parts. Craft parts have a direct impact on the quality of molded products. The decisive factor in the overall quality of craft parts is that today's precision mold parts are all completed by finishing techniques.
1.In the process of precision machining, the life of precision molds and formed products is related to the processing technology of precision mold parts. In the process of precision machining, in addition to choosing process technologies such as slow wire cutting and EDM, another method is semi-finishing. and grinding after heat treatment. Therefore, during the grinding process of precision mold parts, it is necessary to control the deformation, internal stress, shape service and dimensional accuracy of the parts. 2.In detailed production practice, it is more difficult to operate, but the methods that can be learned from it can be summarized and analyzed: From the precision mold processing process to control the processing of precision mold parts, we can target different mold parts, different materials, different Adaptable processing to different shapes and different technical requirements, providing selective solutions. 3.Controlling the processing process is the key for most precision mold parts processing companies to achieve better processing functions and economy. The general process flow of precision mold parts processing is: rough machining-semi-finishing-(quenching and tempering)-finishing grinding-electrical machining-fitter trimming-assembly processing.
The company's advantageous products include processing of non-standard mold parts, processing of brass + graphite wear-resistant blocks, processing of high-strength brass + graphite guide posts and bushings, processing of stainless steel guide posts and guide bushes, processing of various non-standard inserts, precision Plastic mold parts processing, metal stamping mold parts processing, die-casting mold parts processing, daily cosmetics mold parts processing, self-lubricating plates, self-lubricating guide rails, self-lubricating guide posts and guide bushes, brass plus graphite wear-resistant block processing, high-strength yellow Copper plus graphite wear-resistant block processing, oil steel plus graphite wear-resistant block processing, cast iron plus graphite wear-resistant block processing, precision tooling and precision automated machinery parts and many other fields, we provide customers with comprehensive solutions for precision mold parts processing.

1、The production process must be reasonable: the production process of mold parts mixture is mainly composed of three basic operational activities such as batching, wet grinding and spray drying. The so-called quality cost control of mixture production means that several key information parameters of these three operation learning processes can be analyzed and effectively controlled. The control of the engineering quality of cemented carbide internal environmental materials is mainly the control of the total carbon of the alloy, the alloy grain size and the internal economic structure of the alloy. The research on quality risk control of cemented carbide external services mainly reflects our control over the process design performance of the mixture, that is, self-control over the fluidity and bulk density of the material. The current control focus is on the batching and mixing and grinding processes; the latter's quality and safety control focus is on the spray drying process.
2、Cutting into uniform sizes and specifications: With the continuous innovation and development of social science and technology, mold parts are gradually developing rapidly in the direction of ultra-micro and high precision. In the process of processing mold parts, teachers are often required to adopt some corresponding methods. The tool cuts mold parts into shapes with certain dimensions and specifications. Since my country's mold parts are small in size and require very high precision, in order to meet the quality requirements of their own product projects, the requirements for their cutting precision to meet high requirements have gradually increased.

3、Processing method to manufacture the blades that can be used in this process: In the process of manufacturing mold parts with existing processing machinery, manufacturers generally believe that various forms of blades should be used for cutting. Existing blades will cause many educational problems in the cutting process. , and they have different requirements for precision in mold accessories with different agricultural production capabilities, and the amount of displacement during processing will also be different. The existing blades cannot meet the above life needs of people. When processing mold parts, the control of this part is also relatively strict..
After quenching, the internal stress of ordinary workpieces is relatively large, which can easily cause subsequent finishing machining or cracking of the workpiece. Due to the complex shape, the internal and external angles and tempering of the workpiece are sometimes not enough to eliminate the quenching stress. Stress annealing or repeated aging treatment should be stopped before finishing to fully release the stress. Different approaches are taken based on the request. For CR12 parts, quenching is stopped after rough machining. There is only cooling method during quenching: air cooling (cooling the heated workpiece in the air. This method is cumbersome to operate. The workpiece has small deformation, but low hardness, and the appearance is easily oxidized. Suitable for small sizes , high-precision, uneven thickness workpieces), oil cooling (after the workpiece is heated in the oil, cool it to 300 ° C ~ 200 ° C, and take it out in the air for cooling. Suitable for large-sized, simple-shaped workpieces).
There are three main problem types in the machine tools used by grinding processing companies: surface grinders, internal and external cylindrical grinders, and grinding machine tools in the molding process of tool materials. During finishing grinding, it is necessary to strictly control and study the occurrence of grinding temperature deformation and grinding cracks, even if it is a microstructural crack on the surface of a workpiece, otherwise it will gradually appear in subsequent work. Therefore, the feed amount during fine grinding should be small, cooling during grinding should be sufficient, different coolant working media should be selected as much as possible, and constant temperature grinding should be used as much as possible for parts with a design margin within 0.01mm.
Grinding wheels must be carefully selected when grinding workpieces: For mold steel workpieces with high tungsten, high vanadium, high molybdenum, high alloy, and high hardness, PA chrome steel and GC green silicon carbide grinding wheels can be selected; when processing carbide and high-hardness materials , organic bonded diamond grinding wheels are preferred. The organic bond grinding wheel has good self-grinding performance, the workpiece accuracy is above IT5, and the roughness can reach the requirement of RA = 0.16 μm. With the application of new data, CBN cubic boron nitride grinding wheels have shown good processing effects in recent years, and their processing effects are even better than other types of grinding wheels. During the grinding process, the grinding wheel should be trimmed in time and the sharpness of the grinding wheel should be maintained. When the grinding wheel is passivated, the surface of the workpiece will be rubbed, scratched and squeezed, resulting in burns, micro-cracks or grooves on the surface of the workpiece, greatly reducing its effectiveness in future use.

Most disc and plate parts are processed with surface grinders, and it is difficult to process slender and thin plate parts. Before processing, under the strong adsorption of the magnetic table of the grinder, the workpiece was originally bent and deformed in a straight line, close to the surface of the workbench. After grinding, the workpiece deforms and recovers under the original stress, and there is a difference when measuring the plate thickness. However, due to deformation recovery, the flatness cannot meet the requirements of mold parts. The solution is to use contour pads to cushion the workpiece before grinding and block it around the workpiece to avoid movement. When grinding, the feed rate of the grinding head should be small. The first datum is completed by repeating the feed. After the first datum plane is processed, it can be adsorbed on the magnetic table. The flatness of most workpieces can be improved after grinding as described above. If the desired flatness cannot be achieved after one polishing, the above process can be repeated again. After several polishings, the flatness can meet the requirements. However, when there are strict requirements on the thickness and size of the plate, the thickness allowance must be appropriately added in the material preparation based on comprehensive factors such as workpiece data, shape, wrist cutting, heat treatment method, etc.

Shaft parts are characterized by being composed of multiple rotating surfaces. The ultimate finishing method of modern enterprises generally uses internal and external cylindrical grinding machines. During the processing, the grinder chuck and tailstock should be used to clamp and position the workpiece or the first and last two ejector pins should be used to position the workpiece. Then the center line of the chuck and ejector pins is the center line of the workpiece after grinding. If the center line jumps, processing The workpieces produced will have different centers, so before processing, it is necessary to check the concentricity of the chuck and the ejector pin and check the head and tail of the ejector pin. If the chuck and the center ejector pin are used to clamp and position the step shaft for one-time grinding, the cylindrical grinding must be stopped before reaching the clamping position, and the positioning can only be achieved through clamping for one-time grinding. When grinding thin-walled inner holes, consider using a clamping workbench, that is, intentionally leaving a section when turning thick-walled parts, and stopping cutting after grinding the inner hole. If the workbench does not leave too much clamping force , it is easy to produce "inner triangle" deformation on the circumference of the workpiece. Likewise, the amount of feed each time should also be small. After repeated feeding, the qualified requirements can be achieved, and the coolant is sprayed to the ground position during the grinding process to discharge iron chips and abrasive particles from the grinding area.
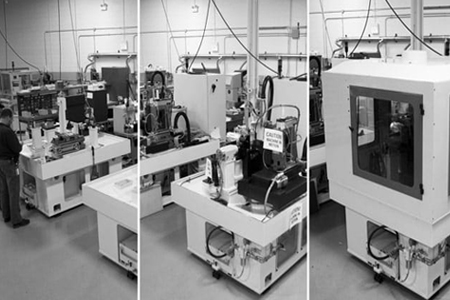
Modern mold technology companies have almost no shortage of electrical machining. Because electrical machining can effectively improve the processing of various types of special-shaped, various types of cavities or high-hardness parts, we have become a must-have in my country's mold design, manufacturing and metal processing service industries. Indispensable processing skills. According to company information, the accuracy can reach ± 0.002 mm and the roughness RA = 0.4 μm. In order to pursue processing accuracy, we began to check the wire cutting machine tools. It is necessary to check the deionization degree of the ionized water, the temperature of the ionized water, the verticality of the wire cutting, the tension, the wire cutting, the cutting part material and other factors to ensure good processing speed and accuracy. In wire cutting processing, when the inner corner radius r < 0.2, a method should be proposed to improve the mold structure of the design department, that is, cutting or cutting the material from the blank, which will destroy the original stress balance and cause stress concentration at the corners. The method of dealing with stress concentration can use the principle of vector translation, leaving a margin of 0.8 ~ 0.9 mm before finishing, preprocessing the cavity shape, and then stopping the heat treatment, so as to release the processing stress as much as possible before finishing, ensuring Thermal stability.

When processing punches, carefully consider the cutting position and path of the cutting wire. The position of clamping the blank should be selected so that the workpiece does not hang on the wall after the first feeding, and the workpiece is always in good stress state and does not affect subsequent processing; for punches with higher requirements, the blank can be punched, tapped, and processed The effect is better than profiling cutting. Nowadays, in order to ensure the quality of high-precision workpieces, four cuts are generally used. When local taper processing is required in the thickness direction of the die, in order to pursue efficient processing, the straight edge is usually rough machined for the first time, taper machined for the second time, and finishing machined for the third time. The characteristic of this process is that there is no need to perform vertical finishing on the existing tapered edge, only the straight edge of the cutting edge segment is finished, and the straight edge is trimmed for the fourth time.
The EDM process produces thick and thin electrodes respectively. The finished electrode is in the required shape to fit the cavity, and a good finished electrode has been finished on the CNC machine. Copper electrodes are mainly used for processing ordinary steel parts. COPPER-W alloy electrodes have good overall performance, especially the electrode loss during processing is less than copper electrodes. ag-W alloy electrodes have better performance than copper due to less resources and high price. -W alloy electrode, rarely used at present. In addition, graphite electrodes have also been widely used, including domestic graphite and imported graphite. Imported graphite has small loss, high hardness, fast corrosion, low surface roughness, and advantages in occupying space. It has been used in the processing of many complex parts. When designing electrodes, calculate the electrode gap and number of electrodes. When the electrode processing area is large or heavy, the clamping of the workpiece and the electrode must be stable and have a certain strength to avoid loose processing. However, EDMed surfaces are more difficult to grind than conventionally machined or heat-treated surfaces, so the EDM should be trimmed carefully to remove the tough thin layer.
The processing of the molded surface includes the absence of pores on the surface of Chinese steel, uniform hardness, small differences in isotropic properties, low inclusions, and the structural surface of the part where we leave tool marks, wear marks and other stress concentration centers during processing. Therefore, after the processing is completed, the working surface of the parts needs to be strengthened. Through mechanical polishing, bench grinding, and polishing, the processing safety hazards can be eliminated. Blunt unnecessary edges, sharp corners, and openings of the workpiece. Generally speaking, there will still be a hardened layer of about 6 to 10 μm on the electrically machined surface, which is gray-white in color. This layer is brittle and contains residual stress. The hardened layer must be fully eliminated before use. The method is to polish the surface and polish away the hardened layer. layer. If you want to achieve economical and high-quality polishing technical effectset high quality requirements for mold design guidance, material and finish choices, ensuring a smooth transition from prototyping to production.
(1) First understand the assembly drawing and complete various parts.
(2) List the assembly sequence of each component.
(3) Check the dimensional accuracy of all parts and understand all matching requirements (4) Complete all Tools are required, and then the mold is assembled.
(5) First assemble the partial guide posts, guide bushes and cavity forming block components of the mold base; (6) Separate the assembled template from the male and female molds, and slightly adjust each piece The position of the plate. (7) Open and close the mold to check whether the mold action is reliable

In order to obtain the heat treatment hardness required for mold parts, it is necessary to control the internal stress of the part during the heat treatment process so that the dimensional tolerance and shape tolerance of the part are stable during and after processing. Parts of different materials have different heat treatment methods. Technical considerations are economics, data hardenability, hardening ability, susceptibility to overheating and susceptibility to decarburization. With the development of the mold industry in recent years, many types of materials are used, in addition to CrWMn, Cr12, 40Cr, GCr15, Cr12MoV, and 9Mn2V cemented carbide. For some concave and convex molds with high working intensity and severe stress, new material powder alloy steel can be used, such as S2, S3, V10, APS23S1, G2, G3, G4, G8, etc. This type of data has high thermal stability and good microstructure

For the processing of mold design parts, the general guiding ideology is that for different mold parts of the enterprise, different materials, different shapes and different technologies can be processed without any requirements. There are many selective learning plans. However, through controlling the processing and production process, achieving the best processing effect and economy is the focus we need to focus on. According to the appearance and shape of my country's mold structural parts, the main content of parts analysis can be divided into the following three categories: shafts, discs, plates and formed heterogeneous parts. The process development process of these three types of parts is generally: rough machining - semi-finishing - (quenching, quenching and tempering) - fine grinding - electrical machining - fitter trimming - assembly processing.
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours)..
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client. 5. One-stop service, any questions can be solved at the first time by us. 6. Each part has been got 100% inspection before shipment. Payment Terms T/T,Paypal,Western Union,50% deposit, balance before shipment is available Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement. Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.


Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang