






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

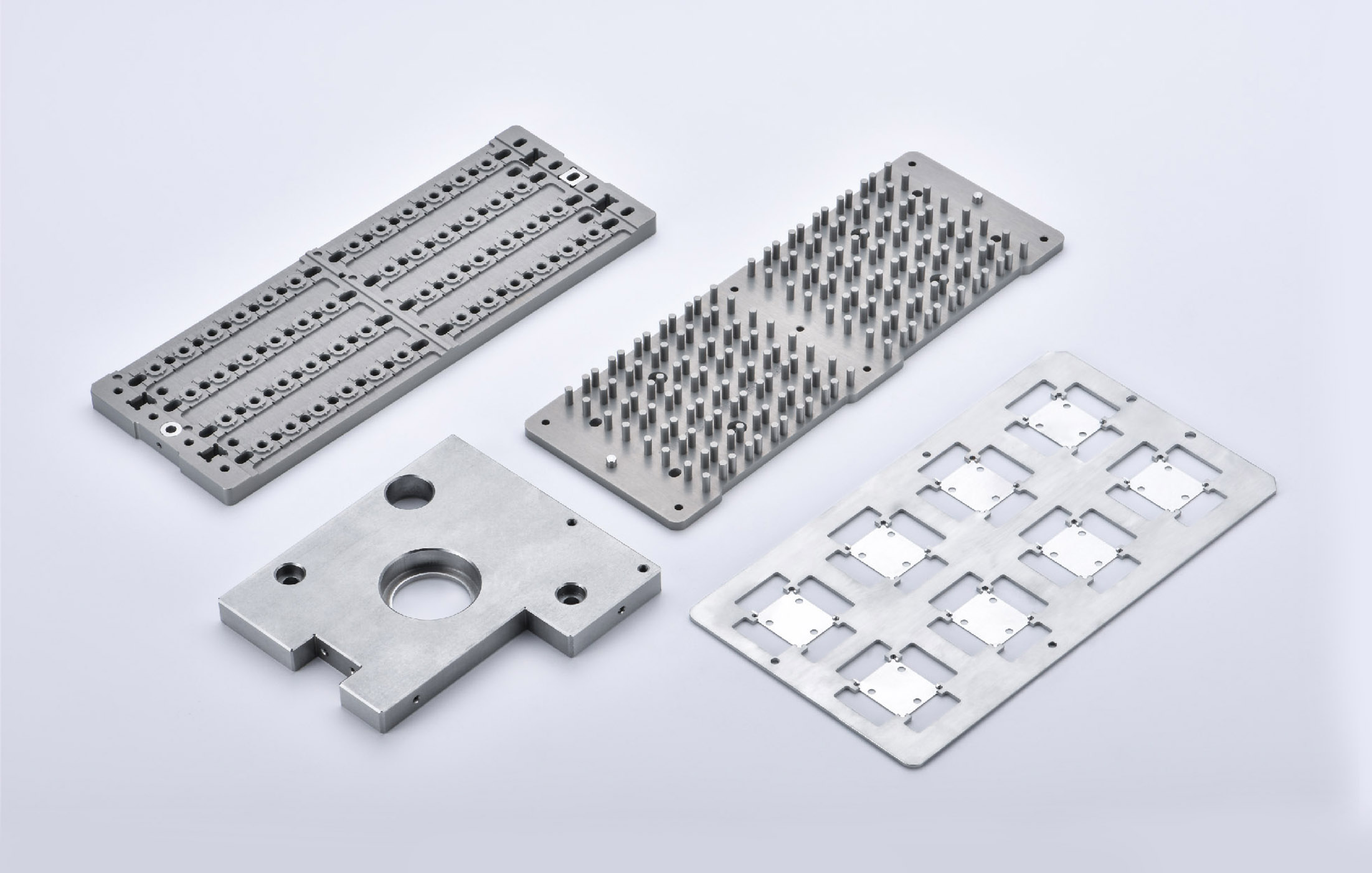
Tungsten steel mold parts | |
Product Name | Tungsten steel mold parts |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC60~94) |
Shaping Mode | Grinding, wire cutting, EDM, CNC machining, cnc turning, cnc Milling |
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. is a scientific and technological innovation enterprise focusing on the research and development, production, manufacturing and sales of high-precision parts. The company was established in 2013 and is located in Dongguan, Guangdong. It covers an area of More than 5,000 square meters and has a number of employees. More than 80 people (60 people in the production department, 10 people in the engineering department, 8 people in the quality inspection department, 6 people in the R&D department, and 10 people in the sales department).
Products involve automation, industrial robots, drones, medical equipment, new energy, aerospace, auto parts and special equipment components and other fields. It has self-operated import and export rights, and its products have been exported to European, American and Asian countries. With nearly 15 years of experience in the industry and the courage to innovate, we have manufactured batches of high-quality, difficult, high-efficiency, high-precision, and long-life precision parts for domestic and foreign customers.
he company has a group of high-level and high-quality professional and technical talents, design talents, and management talents. It also has experience in manufacturing advanced precision parts in Europe and the United States. It is equipped with high-speed machining centers, high-precision CNC grinders, CNC machining centers, and slow wire cutting machines. And advanced equipment such as EDM machines and five-axis composite centers have laid a solid foundation for our products. We have passed the complete ISO9001 quality management system certification and have won the favor of our customers.

1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
3. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
4. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;

5. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;
6. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;
7. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
8. Guide post guide bushing, GP auxiliary guide post, GP auxiliary guide bushing, SRP ball guide post guide bush, SGP sliding guide post guide bush, discharge plate guide post guide bush, TRP detachable guide post guide bush, independent guide post , non-standard guide posts and bushings and other cold stamping mold accessories;
The method of making hardware molds generally requires several processes such as casting, cutting and processing, and heat treatment.
Metal molds have the following process characteristics:
1. Forging:
2. Annealing process:
3. Cutting process: It has low resistance to hot forging deformation, good plasticity, a wide casting temperature range, and a low tendency for forging cracks, cold cracks and mesh carbide precipitation.
The spheroidization annealing temperature range is wide, the annealing hardness is low, the fluctuation range is small, and the spheroidization rate is high. The cutting volume is large, the tool loss is small, and the machining surface roughness is low.
4. Sensitivity of oxidation and decarbonization: When heating at high temperature, the antioxidant energy is good, the decarbonization treatment speed is slow, it is not sensitive to the heating working medium, and the tendency to cause pockmarks are small.
5. Hardenability: It has a relatively uniform and high hardness after quenching
6. Hardenability: After quenching, a deeper hardened layer can be obtained, and a gentle quenching medium can be used to harden it. The conventional quenching volume changes small, the shape warping and deformation are small, and the tendency of abnormal deformation is small.
7.Conventional quenching is low in sensitivity to cracks and is not sensitive to quenching temperature and workpiece shape. Hardening deformation and cracking tendency:
8. Grinding ability: The grinding wheel is relatively reduced and has small losses, no burns and no extreme grinding usage, is not sensitive to the surface quality and cooling technical conditions of the grinding wheel, and does not cause w
9. Grindability: Cutting die: Separate the data along a closed or open contour line. Such as blanking die, punching die, cutting die, cutting die, edge die, cutting die, etc.
10. Bending die: Bending and deforming rough or other bad materials along a straight line (bending line), and then obtaining a mold with a workpiece with a certain viewpoint and shape.
11. Tensile die: It is a mold that makes the blank sheet into open hollow parts or further changes the shape and size of the hollow parts.
12. Forming mold: A mold that can be formed by applying a wool or semi-finished product according to the shape of the convex and concave molds, and the data management itself only develops part of the mold to study the deformation of plastic materials. Such as expansion die, shrink die, flaring die, undulating forming die, flange die, shaping die, etc.



1. Technical characteristics: the balance between millimeter-level accuracy and ton-level pressure
Punch design
Blade geometry: Use negative angle design (usually -5° to -10°) to reduce wear, and clearance control (one-side 0.02-0.05mm) to ensure cross-sectional quality.
Strengthening structure: Optimize stress distribution through finite element analysis (FEA) to avoid the risk of fracture under high-speed stamping (≥800 times/min).
Die process
Composite structure: Integrate punching, molding, flanging and other processes to reduce the number of molds (such as step-by-step mold design).
Exhaust system: Concealed exhaust tank design (depth 0.03-0.05mm), preventing bubbles from occurring when aluminum plates or high-strength steel are formed.
Dynamic cooperation
Guided organization: adopts a six-sided guide column design (30% stability is improved compared to four-sided guide columns), ensuring the concentricity between the punch and the die is ≤0.01mm.
2. Materials Revolution: Responding to the Challenges of High-Strength Steel and Lightweight
Traditional materials upgrade:
High-speed steel (ASP series): hardness HRC65-68, suitable for low-carbon steel plates with thickness of 1.2-2mm.
Tungsten steel (WC-Co): It has wear resistance of 3 times that of high-speed steel and can process 1500MPa grade thermoformed steel.
Breakthrough in emerging materials:
Powder metallurgy punch: molded through 3D printing, with an internal porosity of<0.5%, and="" can="" customize="" complex="" cooling="" waterways="">
Ceramic coating die: TiAlN coating thickness is 3-5μm, improving the adhesion resistance during aluminum alloy forming.
Lightweight material adaptation:
Aluminum alloy mold: 7075 aviation aluminum is used, with a weight reduction of 40%, and it needs to be combined with diamond coating to extend the life.



3. Manufacturing technology: Evolution from rough processing to mirror grinding
CNC machining:
Five-axis linkage CNC realizes complex curved surface processing (such as door inner panel die), with residual height control ≤0.005mm.
Slow-travel wire cutting (WEDM) processing micro punches (diameter ≤0.3mm), with surface roughness Ra≤0.2μm.
Heat treatment process:
Vacuum quenching: Heat to 1280℃ under 10⁻³Pa environment to reduce the oxide layer and improve material toughness.
Deep cold treatment (-196℃): Eliminate residual austenite and enhance the wear resistance of the punch by more than 20%.
Surface strengthening: Laser cladding: Add a 0.3mm thick Stellite alloy layer to the surface of the punch, and the impact resistance is increased by 5 times.
Mirror polishing: Through magnetorheological polishing technology, the surface Ra≤0.02μm of the die is achieved to reduce parts abrasions.
4. Typical application scenarios and cases
Hot-formed steel door anti-collision beam
Challenge: The material thickness is 1.8mm, the tensile strength is 1800MPa, and the molding requires a high temperature above 800℃.
Solution: Use molybdenum-based high-speed steel punch, combined with water cooling system (cooling rate ≥100℃/s), and the mold life is increased to 100,000 pieces.
Aluminum alloy hood outer plate
Difficulty: The 0.8mm thin plate is prone to wrinkles and requires no rebound after forming.
Technical highlights: Integrated pressure ring nitrogen spring of the concave die (pressure adjustable ±5N), and the material flow is controlled with hydraulic pads.
High-strength steel chassis reinforcement
Requirements: Multi-station-level mold production, part accuracy ±0.1mm.
Innovation point: adopts a modular punch design, single set of molds is compatible with 3 models, and the mold change time is shortened to 30 minutes.



5. Future trends: intelligence and sustainability
Intelligent monitoring:
The embedded sensor detects the punch wear in real time and predicts the remaining life (Error ≤5%).
The machine vision system conducts online inspection of the hedging section quality, and the unqualified products are automatically removed.
Green Manufacturing:
Bio-based lubricating oil replaces traditional mineral oils and reduces mold maintenance carbon emissions. Waste punch recycling and remanufacturing technology (such as laser cladding repair) has increased material utilization by 80%.
3D printing mold:
Directly print mold steel punches (such as Maraging steel), with a 70% shortening cycle, suitable for small batch custom models.
Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.
Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication
Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang