






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

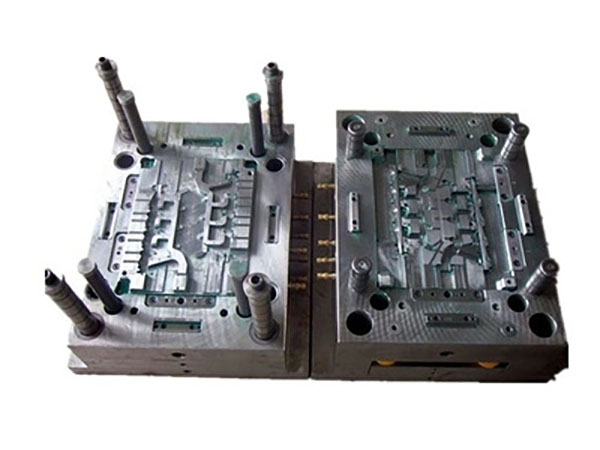
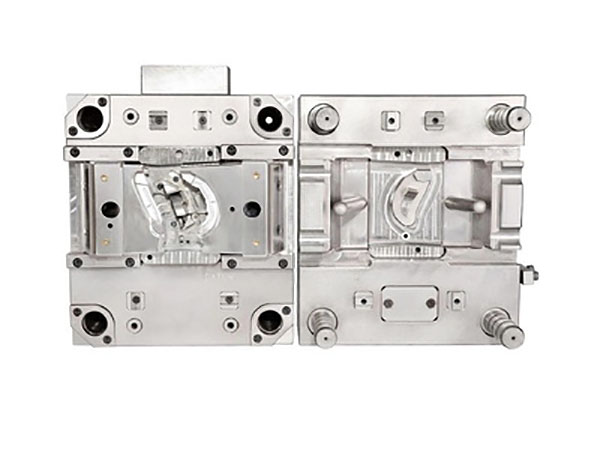
Cold Heading Mold | |
Product Name | Cold Heading Mold |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC60~94) |
Shaping Mode | Grinding, wire cutting, EDM, cnc machining, cnc turning, cnc Milling |
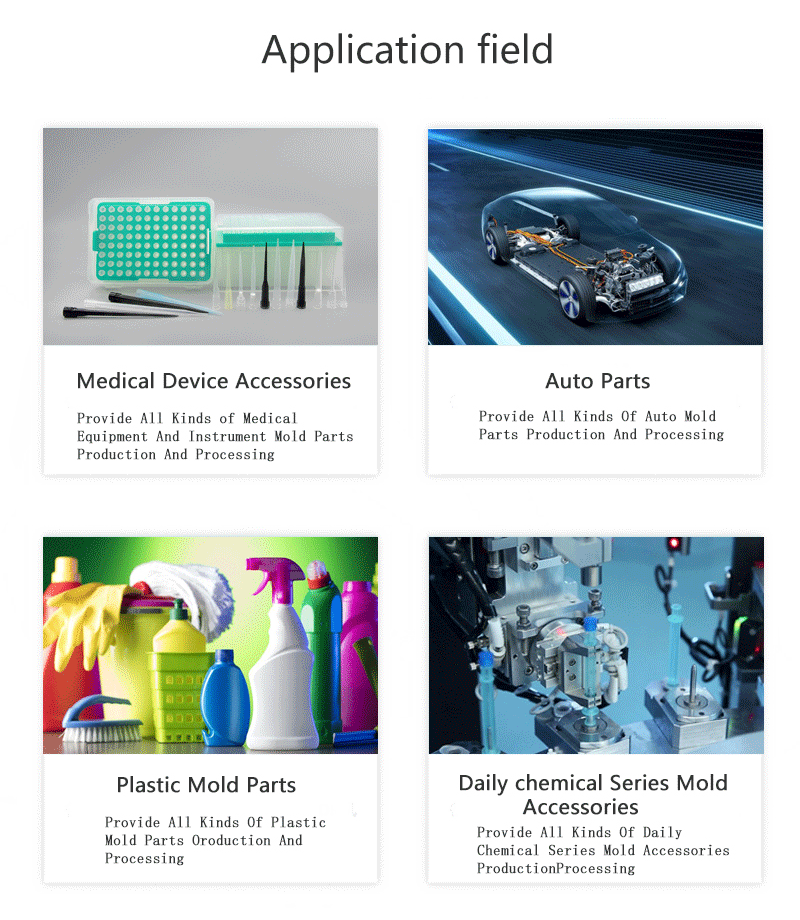
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. is a manufacturer specializing in the production, sales, and design of precision mold accessories. The products mainly serve industries such as mold manufacturing, optical instrumentation, electronics, and industrial plastic products, and are committed to providing professional technology, reliable quality and excellent services to mid-to-high-end customers..
The company's products have a good reputation in Guangdong, Zhejiang, Jiangsu and other places, and the sales network has rapidly covered all parts of the country. It occupies a place in the mold market and has won unanimous praise from customers.
The company has advanced processing equipment, scientific testing methods and a high-quality workforce. The main products are: ejector pins, cylinders, support pins, molding pins, guide posts and bushings, auxiliary devices, positioning posts, large and small tie rods, etc. We also act as agents for Japanese Datong, Tohatsu springs, imported date stamps, resin switches, and cooling rods. wait..
Over the years since its establishment, our company has adhered to the business policy of "quality first, credibility first, sincere service, and mutual benefit", dedicated to seeking common development and progress for our customers, and expressed our loyalty to friends from all walks of life who have long-term support and care for our company. grateful.


1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
3. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
4. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;

5. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;
6. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;
7. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
8 . Guide post guide bushing, GP auxiliary guide post, GP auxiliary guide bushing, SRP ball guide post guide bush, SGP sliding guide post guide bush, discharge plate guide post guide bush, TRP detachable guide post guide bush, independent guide post , non-standard guide posts and bushings and other cold stamping mold accessories;
How to increase the brightness of plastic product injection molding from the process and mold
1.Injection mold
01. If the plastic mold cavity is poorly processed, such as scars, micropores, wear, roughness, etc., it will inevitably be reflected on the plastic parts, causing the plastic parts to have poor gloss. In this regard, the mold must be processed carefully to ensure that the surface of the cavity has For minor roughness, the chrome can be polished if necessary.
02. If there are oil stains and water stains on the surface of the cavity, or too much use of the demolding tool, the surface of the plastic parts will become dark and dull. In this regard, the oil stains and water stains must be removed in time, and the demolding tool must be used in a limited amount.
03. If the mold exhaust is poor and excessive gas stays in the model, it will also cause poor gloss. In this regard, the mold exhaust system must be checked and corrected.
04. If the demoulding slope of the plastic part is too small, it will be difficult to demould, or the force during demoulding will be too large, resulting in poor surface gloss of the plastic part. In this regard, the demoulding slope should be increased.
2. Plastic product injection molding process
01. If the injection speed of plastic molding is too low and the plastic surface is not dense and has poor gloss, the injection speed can be appropriately increased.
02. For the rear wall plastic parts, if the cooling is insufficient, the surface will be hairy and the gloss will be dark. In this regard, the cooling system should be improved. 3. If the holding pressure is insufficient and the holding time is short, the density of the plastic parts is insufficient and the gloss is poor. In this regard, the holding pressure and holding time should be increased.
03. For plastic parts made of crystalline resins, such as PE, PP, POM, etc., uneven cooling will lead to poor gloss. In this regard, the cooling system should be improved to allow even cooling.



Improve mold processing accuracy? It’s enough to grasp these few points!
Methods to ensure and improve processing accuracy can be roughly summarized as follows:
1.Reduce original error
Improving the geometric accuracy of machine tools used in part processing, improving the accuracy of fixtures, measuring tools and tools themselves, controlling stress on the process system, thermal deformation, tool wear, deformation caused by internal stress, measurement errors, etc., all directly reduce the original error. In order to improve the accuracy of machining, it is necessary to analyze the various original errors that cause machining errors, and take different measures to solve the main original errors that cause machining errors according to different situations. For the processing of precision parts, the geometric accuracy, stiffness and processing thermal deformation of the precision machine tools used should be improved as much as possible; for the processing of parts with formed surfaces, the main problem is how to reduce the shape error of the forming tool and the installation error of the tool.
This method is a basic method widely used in production. It is to identify the main factors that produce processing errors and try to eliminate or reduce these factors.
2. Compensate for original error
The error compensation method artificially creates a new error to offset the original error in the original process system. When the original error is negative, the artificial error takes a positive value; otherwise, takes a negative value and tries to make the two equal in size; or uses one kind of original error to offset another kind of original error, and also tries to make the two equal in size. , in opposite directions, thereby achieving the purpose of reducing processing errors and improving processing accuracy.
3. Transfer the original error
The error transfer method essentially transfers the geometric errors, stress deformation and thermal deformation of the process system. There are many examples of error transfer methods. For example, when the accuracy of the machine tool cannot meet the requirements for part processing, it is often not just to improve the accuracy of the machine tool, but to find ways to create conditions from the process or fixtures so that the geometric error of the machine tool can be transferred to an aspect that does not affect the processing accuracy.
4. Average the original error
During processing, due to the existence of errors in the blank or the previous process, processing errors in this process are often caused, or due to changes in the material properties of the workpiece, or process changes in the previous process (such as canceling the original cutting process after the blank is refined) ), causing a large change in the original error. To solve this problem, we use grouping to adjust the average error. The essence of this method is to divide the original error into n groups according to its size, reduce the error range of each group of blanks to 1/n of the original, and then adjust the processing according to each group.
5. Average the original error
For shafts and holes that require high matching accuracy, grinding processes are often used. The grinding tool itself does not require high precision, but it can perform micro-cutting on the workpiece during relative motion with the workpiece, and the high points are gradually ground away (of course, part of the mold is also worn away by the workpiece), making the workpiece reach a high accuracy. This process of friction and wear between surfaces is the process of continuous reduction of errors. This is the error equalization method.
6. On-site processing method
In processing and assembly, some accuracy issues involve the interrelationship between parts or components, which are quite complicated. If we blindly improve the accuracy of parts and components themselves, sometimes it is not only difficult, but even impossible. If we adopt the in-situ processing method (also known as self-processing) Machining and repairing method), it is possible to easily solve precision problems that seem to be very difficult. In-situ processing method is often used in mechanical parts processing as an effective measure to ensure the accuracy of parts processing.
Characteristics of precision molds and their differences from ordinary molds
Now let’s first understand the six characteristics of precision mold molding:
1.The products have high dimensional accuracy and small tolerances, that is, they have high-precision dimensional boundaries;
2.The repeatability of the product is required to be high, and it must have dimensional stability of days, months and years;
3. The mold material is good, the rigidity is sufficient, the dimensional accuracy and smoothness of the cavity and the positioning accuracy between the templates are high;
4. Use precision injection molding machines to replace conventional injection molding machines;
5. Adopt precision molding technology;
6. Choose materials suitable for precision molding.

The key dimensions of many precision molds are not allowed to have a slope, but when making the mold, the tolerance zone is generally used to add a small slope, such as gear mounting posts, etc. When building a digital model, you must pay attention to the adjustment of tolerances. Generally, the 3D model provided by the customer is useless because many of its dimensions are extreme sizes. If the mold is designed according to this, the mold produced will basically be scrapped.
Secondly, the drawings must be comprehensive, complete and accurate, use inserts as much as possible, consider processing more, and rely on machines to ensure relevant dimensions (the role of the fitter's skills in precision plastic molds is to strictly follow the drawings. Most of the mold parts Strict design tolerances are required, not only for the working parts of the cavity and core, but also for the installation position-related dimensions of all inserts, which are generally controlled to +/-0.005.
With the rapid development of precision molds, my country's precision mold industry is already at the forefront of the world. At present, my country's precision molds have four major characteristics: wear resistance, toughness, fatigue fracture performance, and high temperature performance. The following are the four major characteristics of precision molds.

Four characteristics of precision molds
1.Wear resistance
When the blank plastically degenerates in the mold cavity, it both flows and slides along the cavity surface, causing severe friction between the cavity surface and the blank, causing the mold to fail due to wear. Therefore, the wear resistance of materials is one of the most basic and important properties of molds.
Hardness is the main factor affecting wear resistance. Generally speaking, the higher the hardness of the mold parts, the smaller the wear amount and the better the wear resistance. In addition, wear resistance is also related to the type, quantity, shape, size and distribution of carbides in the material.
2. Strong toughness
Most of the working conditions of molds are very harsh, and some often bear large impact loads, resulting in brittle fracture. In order to prevent mold parts from suddenly breaking during work, precision hardware molds must have high strength and toughness.
The toughness of the mold mainly depends on the carbon content, grain size and organizational state of the material - Precision Mold Manufacturing.
3. Fatigue fracture performance
During the working process of the mold, fatigue fracture is often caused under the long-term action of cyclic stress. Its forms include small energy multiple impact fatigue fracture, tensile fatigue fracture, contact fatigue fracture and bending fatigue fracture.
The fatigue fracture performance of the mold mainly depends on its strength, toughness, hardness, and the content of inclusions in the material.
4. High temperature performance
When the working temperature of the mold is higher, the hardness and strength will decrease, leading to early wear or plastic deformation of the mold and failure. Therefore, precision hardware mold materials should have high anti-tempering stability to ensure that the mold has high hardness and strength at working temperature.



Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.



Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication
Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang