






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

Cosmetic Mold Parts | |
Applicable mold types | Plastic mold |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC45~84) |
Shaping Mode | Grinding, wire cutting, EDM, cnc machining, cnc turning, cnc Milling |
Usage | Accessories |
Dongguan Huixiang Mold Technology Co., Ltd. was established in 2013 with the brand "Huixiang". The factory will pass ISO9001:2008 quality management system enterprise certification in 2022. Facing global customers, we comprehensively provide high-quality hardware molds, plastic molds and other standard spare parts of international brand standards such as MISUM standard, German DIN standard, American SIAI standard, etc..
The company adheres to the business philosophy of "quality for survival, reputation for development", and relies on a high-level, high-quality R&D team, sophisticated testing instruments, advanced technology, the country's leading equipment, and leading mold parts production methods to complete The after-sales service system has won the long-term trust and support of high-quality customers at home and abroad. The company's products have been distributed all over the world: South Korea, Germany, Japan, Italy, Spain, the United States, Malaysia, Singapore, Indonesia, India, Vietnam, Taiwan, Hong Kong and other more than 40 countries and regions..
In order to become China's first-class mold parts manufacturer in a long-term and stable manner, the company continues to introduce the most advanced domestic and international processes and equipment, and carefully cultivates relevant technical talents. In order to further meet the growing business needs, the company will add a new factory area of 5,000 square meters in May 2024 to fully expand production capacity, providing a solid guarantee for the company's rapid development in the future.


01. Drilling die sets, beryllium bronze molds, diamond pins, positioning pins, countersunk hole pins, ejection pins, pins, connecting screws, material blocking shafts, blocking Customized mechanical parts such as material sleeves and bushings;
02 . Guide post guide bushing, GP auxiliary guide post, GP auxiliary guide bushing, SRP ball guide post guide bush, SGP sliding guide post guide bush, discharge plate guide post guide bush, TRP detachable guide post guide bush, independent guide post , non-standard guide posts and bushings and other cold stamping mold accessories;
03. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
04. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;

05. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
06. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
07. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
08. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;
Types and characteristics of precision mold parts
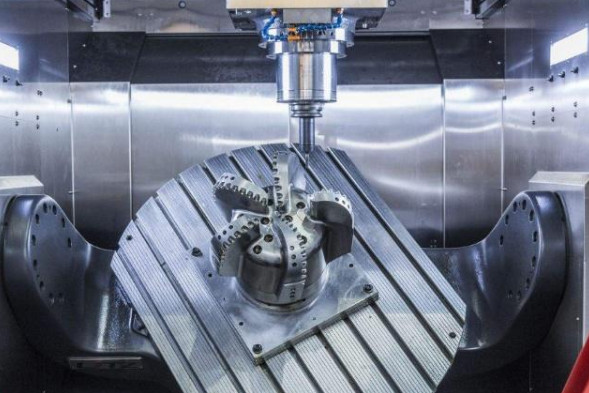
What are the precision mold accessories?
H-type straight punch, A-type secondary punch, edge forming punch, K-type sprouting punch, B-type guide punch, A-type parent punch, punch, die, bushing, high-speed steel Round bars, ultrafine particle tungsten steel round bars, powdered high-speed steel round bars, floating pins, floating material pins, stop screws, positioning pins (fixed pins), contour sleeves, guide posts, guide sleeves, precision chrome-plated guides Column, precision grade copper titanium alloy guide bushing, self-lubricating guide bushing, inner guide post assembly, sliding guide post assembly for mold base, ball guide post assembly for mold base, detachable ball guide post assembly, outer guide post assembly, steel balls sets (cages), independent guide posts, hexagonal screws, contour screws, etc.
01.Strong toughness: Most of the working conditions of molds are very harsh, and some often bear large impact loads, resulting in brittle fracture. In order to prevent mold parts from suddenly breaking during operation, the mold must have high strength and toughness. The toughness of the mold mainly depends on the carbon content, grain size and organizational state of the material.
02. Fatigue fracture performance: During the working process of the mold, fatigue fracture is often caused under the long-term action of cyclic stress. Its forms include small energy multiple impact fatigue fracture, tensile fatigue fracture, contact fatigue fracture and bending fatigue fracture. The fatigue fracture performance of the mold mainly depends on its strength, toughness, hardness, and the content of inclusions in the material.
03. High temperature performance: When the working temperature of the mold is high, the hardness and strength will decrease, causing early wear or plastic deformation of the mold and failure. Therefore, the mold material should have high anti-tempering stability to ensure that the mold has high hardness and strength at the working temperature.
04. Heat and cold fatigue resistance: Some molds are in a state of repeated heating and cooling during the working process, which causes the surface of the cavity to undergo tension and pressure changes, causing surface cracks and peeling, increasing friction and hindering plastic deformation. , reducing the dimensional accuracy, resulting in mold failure. Hot and cold fatigue is one of the main forms of failure of hot work molds. This type of mold should have high cold and hot fatigue resistance.
Surface treatment technology of precision mold parts
The surface treatment technology of precision mold parts is a systematic engineering that changes the morphology, chemical composition, organizational structure and stress state of the surface of mold parts through surface coating, surface modification or composite treatment technology to obtain the required surface properties. Nitriding processes include gas nitriding, ion nitriding, liquid nitriding and other methods. In each nitriding method, there are several nitriding technologies that can adapt to the requirements of different steel types and different workpieces. From the surface treatment method, it can be divided into: chemical method, physical method, physicochemical method and mechanical method. Although new treatment technologies aimed at improving the surface properties of mold parts are constantly emerging, nitriding, carburizing and hardened film deposition are mainly used in the manufacturing of mold parts. Since nitriding technology can form a surface with excellent properties, and the nitriding process is well coordinated with the quenching process of mold parts steel, and the nitriding temperature is low, no intense cooling is required after nitriding, and the deformation of mold parts is extremely small. The surface strengthening of mold parts is the earliest and most widely used nitriding technology.
In addition to the high enough strength and toughness required for mold parts during operation, their surface properties are crucial to the working performance and service life of mold parts. To improve these properties, relying solely on the improvement and improvement of the base material is very limited and uneconomical. However, through surface treatment technology, you can often get twice the result with half the effort. This is why surface treatment technology has developed rapidly. These surface properties refer to: wear resistance, corrosion resistance, friction coefficient, fatigue performance, etc.
The purpose of carburizing mold parts is mainly to improve the overall strength and toughness of mold parts, that is, the working surface of mold parts has high strength and wear resistance. The technical idea introduced is to use lower-grade materials, that is, through Carburizing and quenching are used to replace higher grade materials, thereby reducing manufacturing costs. Hardened film deposition technology was first applied to tools (knives, cutting tools, measuring tools, etc.) with excellent results. Many types of cutting tools have adopted hardened film coating as a standard process. The currently more mature hardened film deposition technologies are CVD and PVD. In order to increase the bonding strength of the film workpiece surface, a variety of enhanced CVD and PVD technologies have been developed. Mold parts have been coated with hardened film technology since the 1980s. Under the current technical conditions, the cost of hardened film deposition technology (mainly equipment) is relatively high, and it is still only used on some precision, long-life mold parts. If precision mold parts adopt the method of establishing a heat treatment center, the hardened film coating The cost will be greatly reduced. If more mold parts adopt this technology, the overall level of mold parts manufacturing in our country can be improved.


Things to pay attention to during regular maintenance of precision mold parts
Regular maintenance of precision mold parts plays a vital role in the service life of the mold. The annual maintenance procedures required for each injection molding location depend on the different mold cycles. The following are some mold parts maintenance tips that each mold user can use to ensure the effective operation of mold components such as hot runners, heaters, guide posts and ejector pins, and molding inserts to prevent unexpected situations.
01. Check whether there is early warning signs of rust or moisture at the air diffusion holes. If you find rust or moisture near the hot runner exhaust hole, it means internal condensation or the water pipe may be broken. Moisture can cause a fatal short circuit to the heater. If the machine is not running year-round and needs to be shut down at night or on weekends, the chances of this condensation occurring will increase.
02. Remember to remind the operator not to "clean" the hot nozzle at the gate. If the operator happens to see a small piece of stainless steel at the mold nozzle, it may be a nozzle assembly. "Clearing" this seeming obstruction often ruins a hot mouthpiece. In order not to damage the hot nozzle, please confirm the nozzle type of the hot runner system before taking action, and ensure that all operators are well-trained and can identify the different types of nozzles they come into contact with.
03. Sliding stop buckle. For machines that run year-round, this job should be done once a week. The end of the year is a good time to perform routine lubrication and maintenance on these parts.
04. Interactively verify the resistance value of the heater. You should have measured the resistance of the heater when you first started using it, and again at the end of the year to compare. If the resistance value fluctuates by ±10%, you should consider replacing the heater to ensure that it does not fail at a critical moment in the production process. If the initial resistance value has never been measured, measure it once and use the resulting value as reference data for future inspections of the heater.
05. Check whether there are signs of wear between the guide post and the guide sleeve. Look for signs of scratches or abrasions. This type of wear on mold parts is caused by lack of lubrication. If the marks are new, you can also
extend the life of the guide posts and bushings by lubricating them. If the wear is severe, it should be replaced with new parts. Otherwise, the cavity and core parts may not fit well, resulting in parts with different cavity wall thicknesses.
06. Check the water flow. Connect a hose to the outlet of the water line and let the water pass through the hose and into the bucket. If the water flowing out is not clear or has color, it may be rusty, and the water flow is not smooth, which means there is a blockage somewhere. If you find these problems, drill all the water pipes through again (or use whatever method you usually use to clean them) to ensure smooth flow. Improving your plant's water treatment system can prevent future problems caused by rust and blockages.
07. Clean the thimble. Over the course of a year, the ejector pin becomes dirty due to gas buildup and filmy impurities. It is recommended to clean it well with mold cleaning agent
every 6 to 12 months. After cleaning, apply a layer of lubricant to the ejector pin to prevent scratching or breakage.
08. Check whether there is a break in the radius area of the hot nozzle. The fracture is caused by the loose, hardened plastic fragments remaining in the machine's hot nozzle
being clamped by the barrel assembly during forward injection molding. The problem may also be caused by misalignment of the centerline. When discovering a fracture, consider both possibilities.
If the damage is severe enough to prevent petal leakage, the sprue sleeve should be replaced in time.



Our adavanges
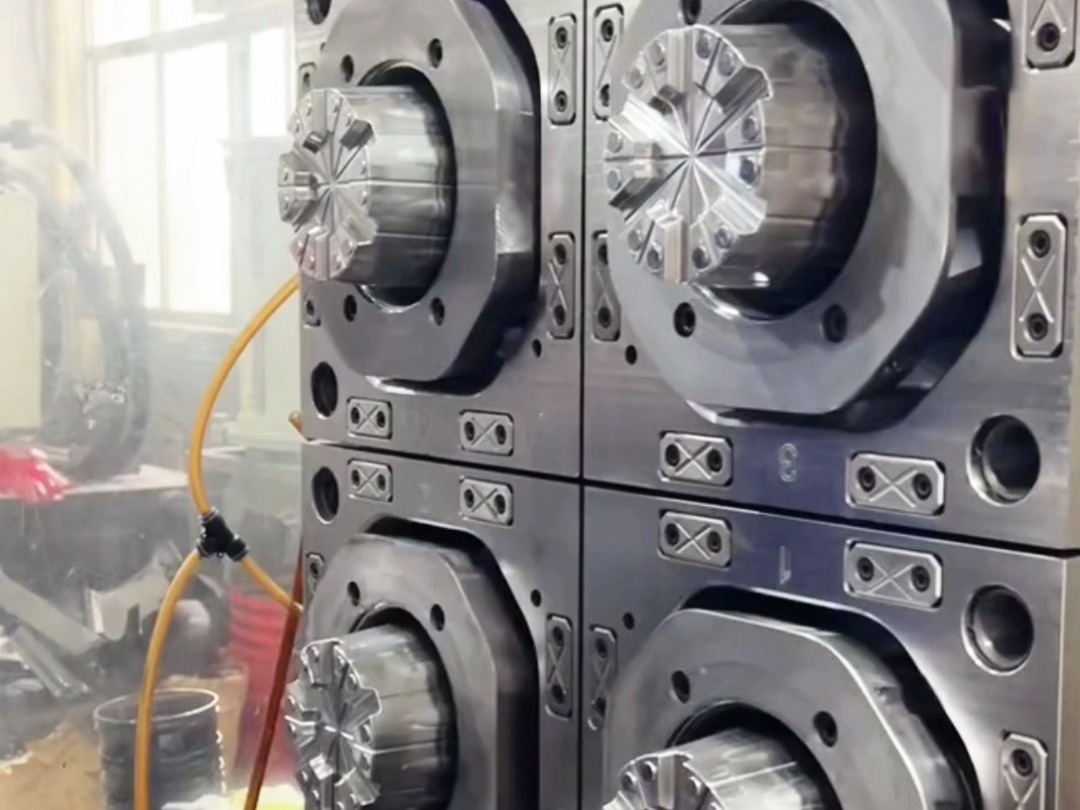
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication



Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.

Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang