






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

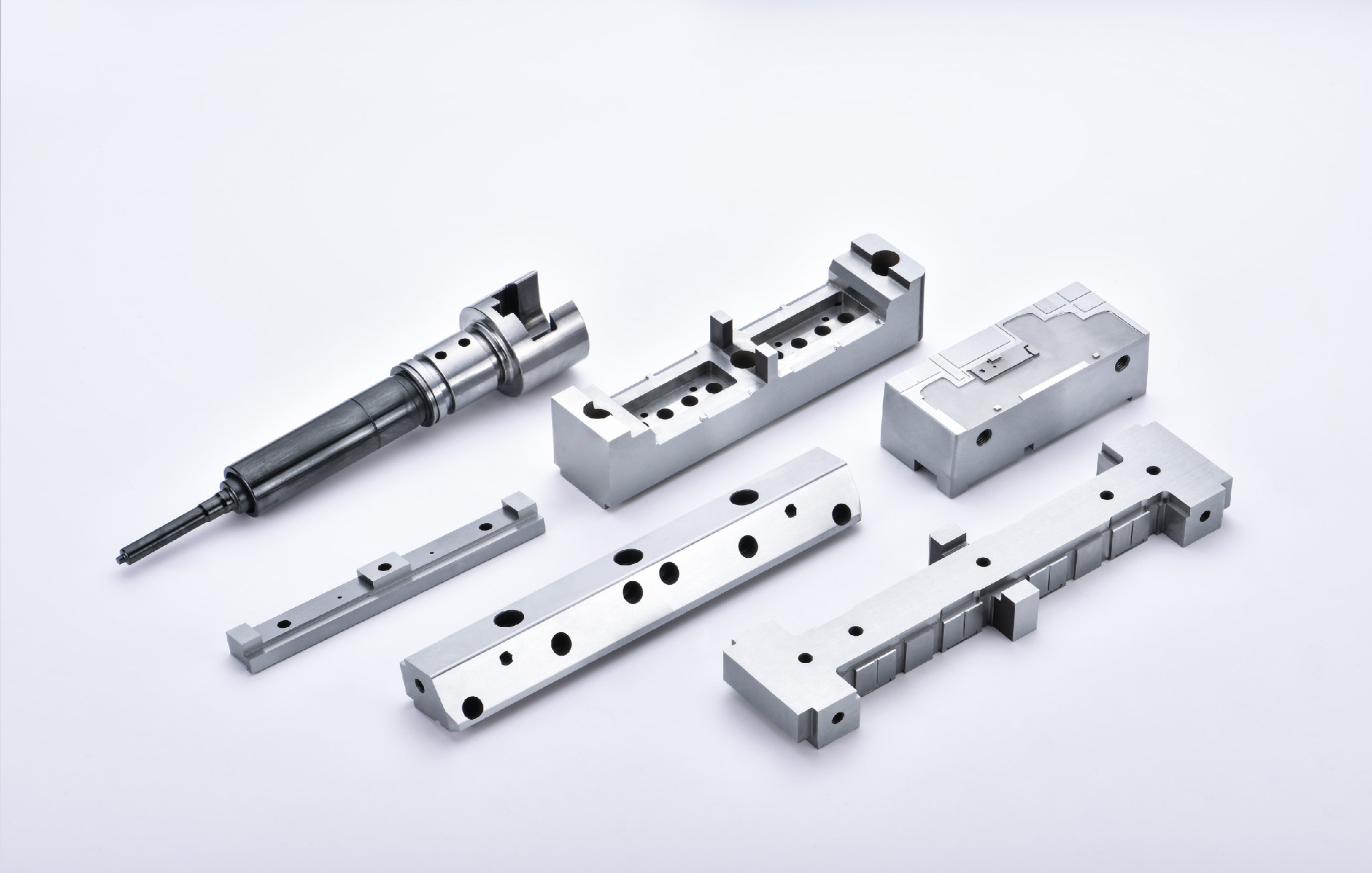
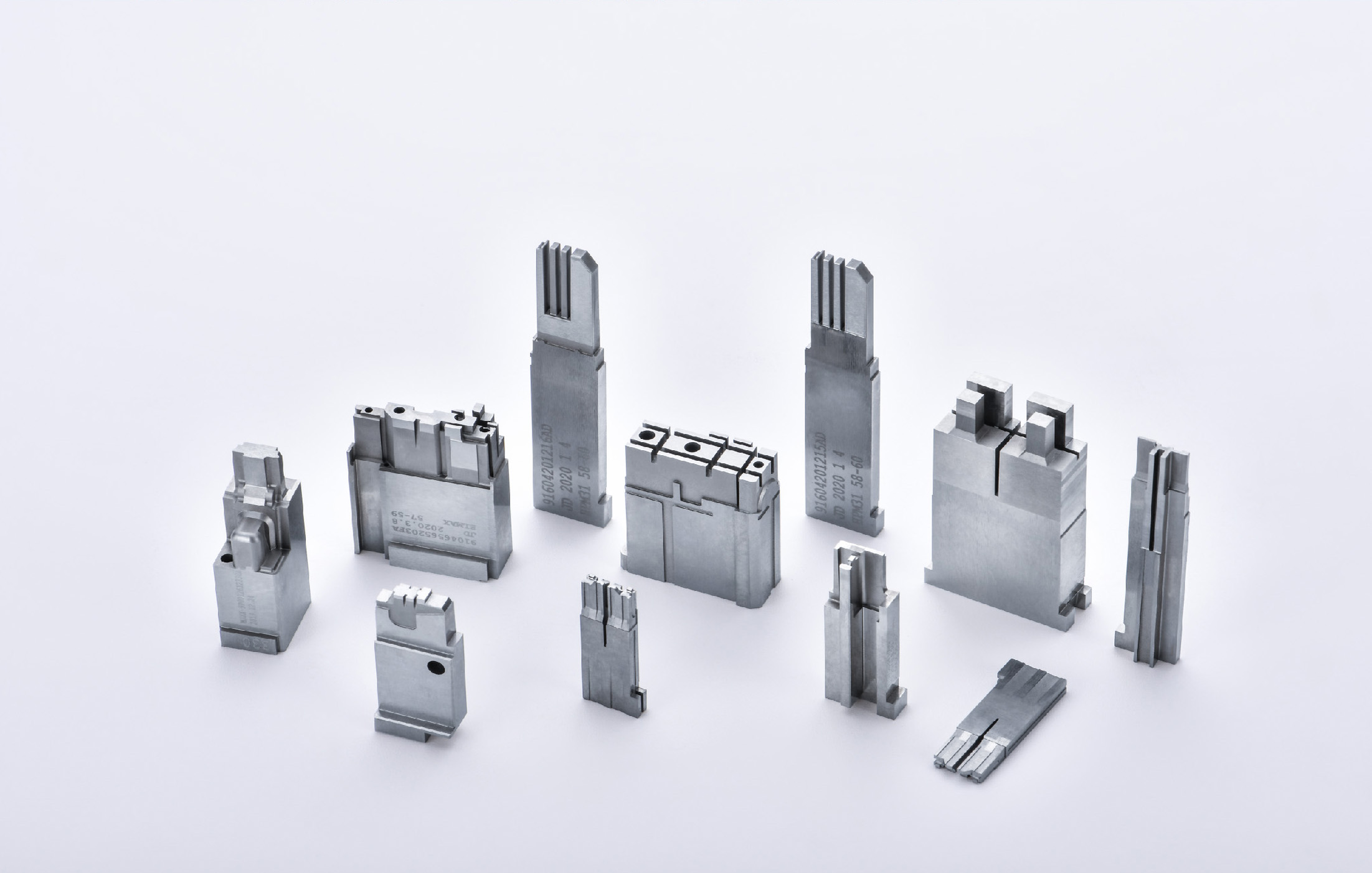
Stamping mold inserts | |
Product Name | Stamping mold inserts |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC60~94) |
Hardness | Depends on material(HRC60~94) |
Shaping Mode | Grinding, wire cutting, EDM, cnc machining, cnc turning, cnc Milling |
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. has been engaged in manufacturing for 14 years, mainly engaged in hardware product manufacturing, mold manufacturing, and mechanical parts and component processing.
Manufacturing of automobile parts and accessories; manufacturing of general parts; sales of hardware products, mold accessories, mechanical parts, and spare parts; sales of automobile parts and accessories; sales of instruments and meters; sales of plastic products; technical services, technology development, and hardware product research and development.
We have successfully passed the LS09001:2015 quality management system certification, which shows that we can provide the most professional services to internal and external customers and help us become a world-class supply chain service provider. The company will adhere to the service tenet of "sincere cooperation, quality first, credibility first" and sincerely hopes to cooperate with our customers to create a win-win situation.

1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
3. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
4. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;
5. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;
6. Bushings, die inserts, lower molds, CNC Customized standard and non-standard precision stamping mold accessories such as concave molds, special-shaped bushings, contour sleeves, floating pins, cross pin floating pins, guide lifting pins, tungsten steel punches, etc.;
7. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;
8. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
Introduction to the 6 major systems of plastic molds
The plastic mold consists of two parts: a movable mold and a fixed mold. The movable mold is installed on the movable template of the injection molding machine, and the fixed mold is installed on the fixed template of the injection molding machine. During injection molding, the movable mold and the fixed mold are closed to form the pouring system and cavity. When the mold is opened, the movable mold and the fixed mold are separated to facilitate removal of plastic products.

The six major systems of plastic molds are: pouring system, temperature adjustment system, molded parts system, exhaust system, guide system, ejection system, etc. Among them, the pouring system and molded parts are the parts that are in direct contact with plastics and change with the plastics and products. They are the most complex and changing parts of the mold and require the highest processing smoothness and precision.
1. Gating system
The plastic mold pouring system refers to the runner part before the plastic enters the cavity from the nozzle, including the main channel, cold material cavity, runner and gate, etc.
2. Temperature adjustment system
In order to meet the mold temperature requirements of the injection process, a temperature adjustment system is required to adjust the temperature of the mold. For injection molds for thermoplastic plastics, the cooling system is mainly designed to cool the mold (the mold can also be heated)
3. Molding parts system
The plastic mold forming parts system refers to the combination of various parts that constitute the shape of the product, including the movable mold, the fixed mold and the cavity (concave mold), core (convex mold), forming rod, etc. The core forms the inner surface of the product, and the cavity (die) forms the outer surface shape of the product. After the mold is closed, the core and cavity form the cavity of the mold.
4. Exhaust system
The plastic mold exhaust system is designed to remove the air in the cavity and the gas generated by the melted plastic out of the mold during the injection molding process. When the exhaust is not smooth, air marks (air marks), scorch and other defects will be formed on the surface of the product. ; The exhaust system of a plastic mold is usually a groove-shaped air outlet opened in the mold to discharge the air in the original cavity and the gas brought in by the melt.
5. Guidance system
The plastic mold guide system is set up to ensure that the movable mold and the fixed mold can be accurately aligned when closing the mold. Guide components must be installed in the mold. In injection molds, four sets of guide posts and guide sleeves are usually used to form the guide components. Sometimes it is necessary to set mutually matching inner and outer cones on the movable mold and the fixed mold to assist positioning.
6. Ejection system
The plastic mold ejection system generally includes: ejection pin, front and rear ejection pin plates, ejection pin guide rod, ejection pin return spring, ejection pin plate locking screw, etc. When the product is formed and cooled in the mold, the front and rear molds of the mold are separated and opened. The ejection mechanism, the ejector pin, pushes the plastic product and its condensate in the runner out of the mold cavity and runner position under the push of the ejector pin of the injection molding machine. , in order to proceed with the next injection molding cycle.



What are the maintenance methods of precision plastic mold factories for plastic molds?
Precision plastic molds should be maintained regularly during use. If the product is found to be defective, the wear and tear of each component of the plastic mold should be checked. Those that need repair should be repaired, and those that need to be replaced should be replaced. In short, precision plastic molds should not be allowed to work while sick.



Common maintenance methods for precision plastic molds include;
1. Daily maintenance. Various moving parts such as ejector pins, rows, guide posts, and guide sleeves are refueled, the mold surface is cleaned, and the water is channeled. This is a daily maintenance during the production of plastic molds.
2. Regular maintenance. Regular maintenance includes, in addition to daily maintenance, cleaning of the exhaust slot, exhausting of trapped gas burnt black spots, correction of damaged and worn parts, etc.
3. Appearance maintenance. Paint the outside of the mold base to avoid rust; when lowering the mold, the fixed and movable molds should be coated with anti-rust oil; the plastic mold should be closed tightly when stored to prevent dust from entering the cavity
When the injection molding machine and precision plastic mold are operating normally, we need to test various properties of the plastic mold and measure the size of the final molded plastic part. Through this information, we can determine the current status of the plastic mold and find out the cavity and type. According to the information provided by the plastic parts, the damage status of the plastic mold and the repair measures can be determined.



Three categories of precision plastic molds
Precision plastic molds are divided into: large nozzle molds, fine nozzle molds, and hot runner molds
01. Dashuikou mold
The runner and gate are on the parting line and are demoulded together with the product when opening the mold. The design is simplest, easy to process, and the cost is low. Therefore, more people use the large sprue system for operations.
02. Fine nozzle mold
The runners and gates are not on the parting line and are usually directly on the product, so it is necessary to design an additional set of nozzle parting lines. The design is more complex and the processing is difficult. Generally, a fine nozzle system is selected depending on the product requirements.
03. Hot runner mold
The structure of this type of mold is roughly the same as that of a fine sprue. The biggest difference is that the runner is located in one or more hot runner plates and hot spouts with constant temperature. There is no cold material to demould, and the runner and gate are directly on the product, so The runner does not need to be demoulded. This system is also called a water outlet system, which can save raw materials. It is suitable for situations where raw materials are expensive and product requirements are high. Design and processing are difficult, and mold costs are high.



The plastic mold nozzle can also be called the gate. It refers to the joint between the frame and the parts formed when the factory is casting the model. It can be divided into large nozzle and thin nozzle.
01. The large nozzle refers to the two-plate mold. The water flows to the mold core and then enters the product through the gate. Therefore, the location of the gate is relatively limited and is generally at the edge of the product.
02. The thin sprue refers to the three-plate mold. The runner is above and behind the front mold. The gate can be placed directly on the product or on the mold core.
There are many places to choose the gate location, and the runner gate and the product will be automatically separated when the mold is opened, eliminating the need to cut the gate.
Cutting off the nozzle is completed in two stages
01. First, cut the parts from the frame while leaving some nozzle slightly.
02. Use the model to use a pen knife to neatly cut off the remaining nozzle on the edge of the part.
The direction of the bevel shears and the nozzle should be such that the bevel shears are cut along the thinner direction of the nozzle, so that the nozzle will not be over-twisted and the joint between the nozzle and the parts will be whitened.
When cutting the nozzle with a pen knife, you should cut it bit by bit from top to bottom. This is safe and can make the position of the nozzle of the part flat and smooth.
In addition, in order to make the water mouth less obvious, you can also use sandpaper to sand it in order from coarse to fine.
Solutions to common problems in precision plastic mold parts processing


In precision plastic mold parts processing products, we often see plastic products lacking materials, causing stress cracks, spots, dents, silver streaks, deformation, cracks, network cracks, whitening, weld marks and other problems. , and these problems will affect the quality of precision plastic mold parts processing. So, how do we solve these problems in the processing of precision plastic mold parts?
1. Increase the temperature of the plastic mold, the temperature of the feeding barrel, increase the injection pressure, and add a gas escape groove (depth 0.02~0.04mm) 5~10mm wide on the parting surface. Enlarge the gate and enlarge the flow edge. When there are many molds per mold, if the cavity is short of material, the gate of that cavity will be enlarged. The configuration of the flow edge is also changed, and a gas escape pin is added to improve the plastic quality. Mold finish.
2. Increase the injection pressure, extend the injection pressure holding time, reduce the temperature of the barrel and the plastic mold, and force cooling where the dents occur. Fill in the dented areas with flow edges. If there is a narrow space on the edge of the material where the dent will occur, make this part thicker. Differences in design product thickness should be completely avoided. Reinforcing ribs that are prone to dents and long and narrow shapes should be as short as possible.
3. Avoid differences in the thickness of the designed product and add gates where the thickness of the product is thick. Fully cool and solidify in the plastic mold (extend the cooling timer), increase the barrel temperature, reduce the injection pressure, and uniformly cool the plastic mold.
4. To avoid differences in product thickness, set gates where the thickness of the product is large. Straight lines can easily cause warping, making a large R-curve. For plastic molds with reversibly curved products, increase the number of ejection rods and increase the demoulding slope. Spend.
5. Avoid designing products with different thicknesses. Add gates where the thickness of the product is thick. Understand the occasions where the product will be used. If appropriate, try to use materials with good fluidity. Allow the material to dry completely. Drying at high temperature and for a short time is not effective. Generally, drying at 85°C for 4 hours increases the temperature of the plastic mold, lowers the temperature of the heating barrel, and insulates the injection nozzle of the barrel to make the flow edge thicker.

Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.

Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication
Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang