






Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.

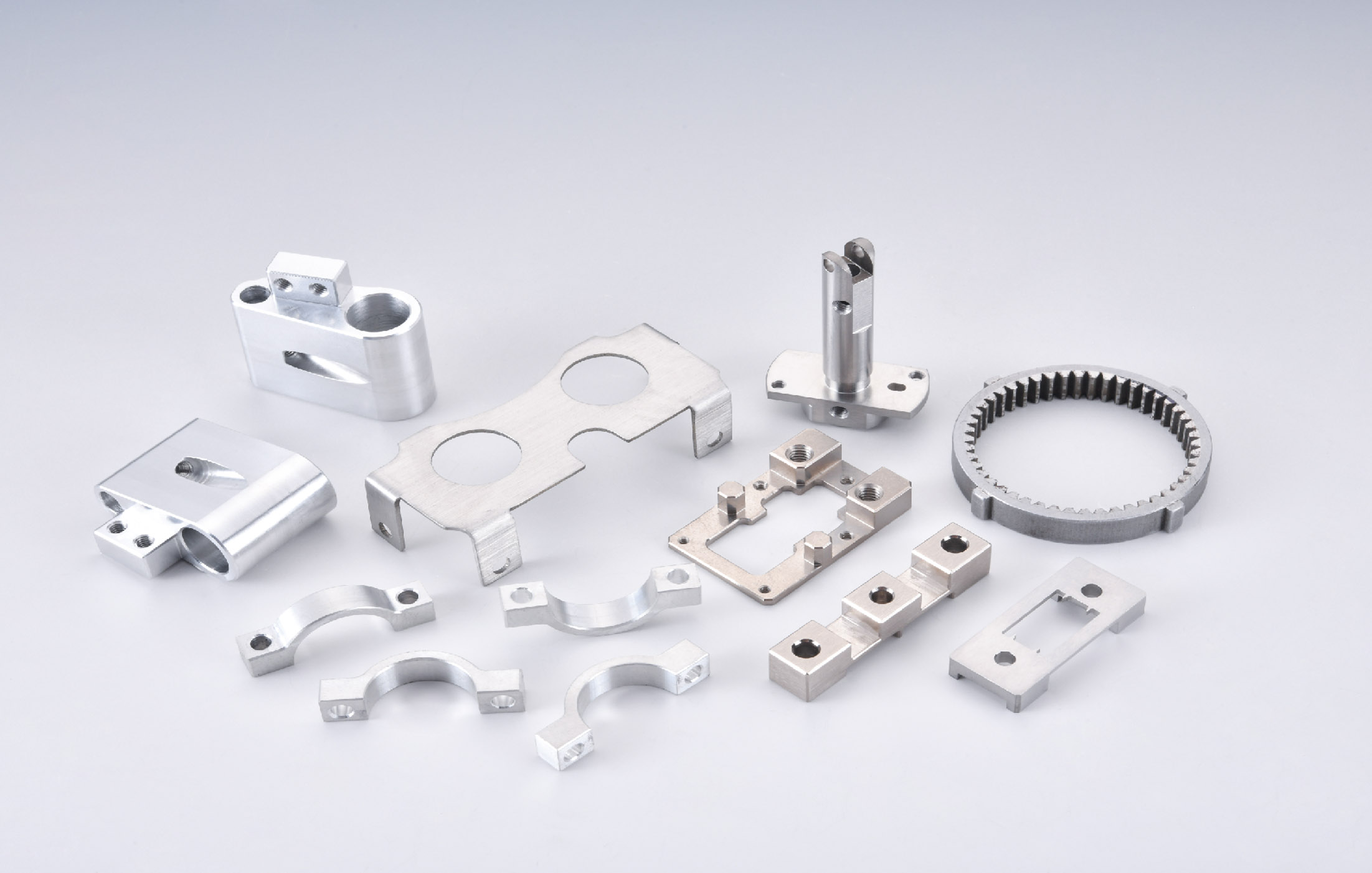
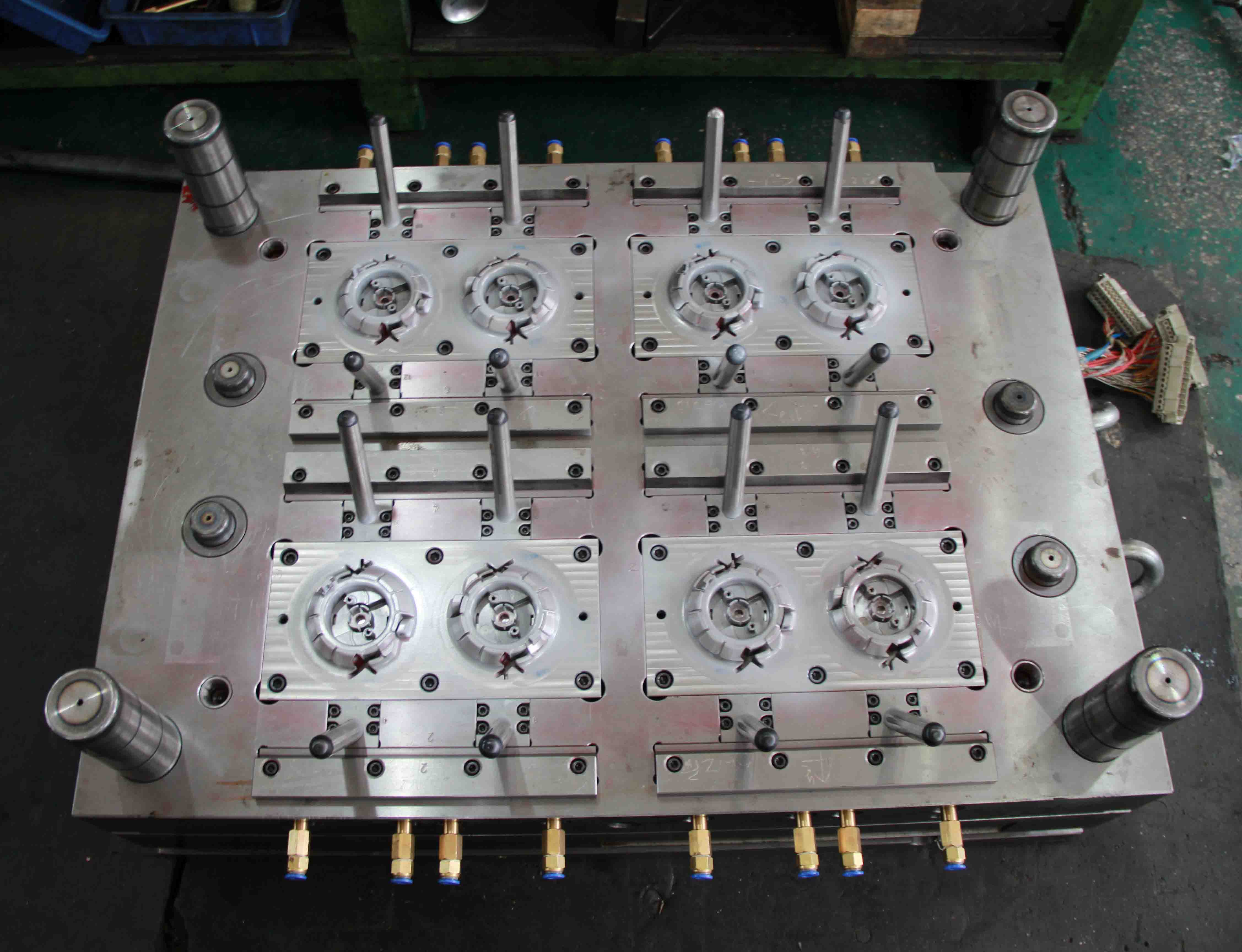
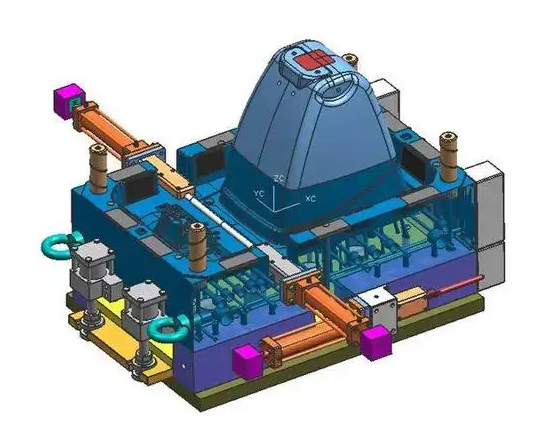
Die-casting-die-core | |
Product Name | Die casting die core |
Brand Name | Fair Shine |
Place of Origin | Dongguan, Guangdong, China |
Specification | Customized on Request |
Customization | Material, size, shape, convex and concave marking, coating, laser engraving mark and packing are all customizable. |
Product Material | Carbide.ASP23 Vanadis.CPMRTXM4.SKD11SKD61HSSA2M2D2SUJ2.S45C.ect |
Standard | DIN ANSI BS JIS |
Tolerance | ±0.002mm |
Surface Treatment | TiCNTiN,Aitain,Ticrnnitriding Black oxygened Black coating etc available |
Polishness | Close to Ra0.2 Hardness Depends on material(HRC50~84) |
Hardness | Depends on material(HRC50~84) |
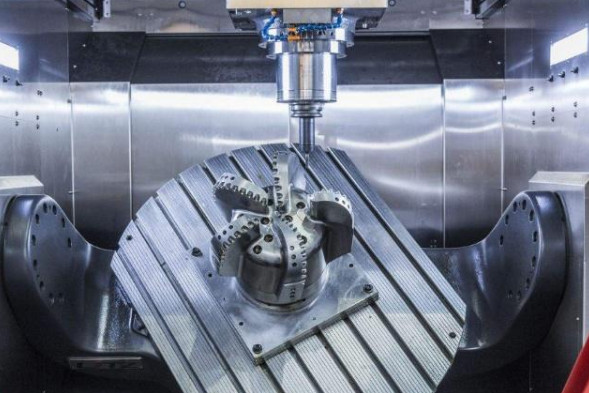
Shaping Mode | Grinding, wire cutting, EDM, cnc machining, cnc turning, cnc Milling |
Application | Machinery Parts and Molds |
Dongguan Huixiang Mold Technology Co., Ltd. was established in 2013. It is located in the factory area at No. 12, Yuwumusong 4th Street, Dongcheng District, Dongguan. It covers an area of 5,000 square meters and undertakes various non-standard parts processing and customization.
Plastic molds, metal stamping molds, die-casting molds, jigs and precision automation machinery auto parts and other fields.
The main production includes: parent punches, forming punches, carbide die punches, SKH51 SKD11 punches, precision mold cores, mold cores, pen model cores, screw cores, precision screw inserts , non-standard cylinders, ejector pins, supporting pins, guide posts, guide bushes, insert pins, inserts, die, electrodes, non-standard and other non-standard mold parts.


1. Pen making/cosmetics/packaging products: pen model refills/pen cap accessories/pen refill thread inserts/lipstick series/spray molds;
2. Medical packaging equipment products: syringe core/syringe core (combination (pieces)/test tube core/medical packaging bottle cap screw core/drawing cover core and push plate cover; front and rear mold cores such as upper and lower caps of mascara;
3. Optoelectronic/digital electronic products: precision optoelectronic shaft/precision insert Sub/core/busting/precision positioning, etc., the accuracy tolerance is generally controlled within 0.002-0.005, all with test reports for customer inspection;
4. Home appliances, automotive machinery products: self-lubricating wear-resistant blocks (high-strength brass Add graphite)/No oil self-lubricating guide bushing, movable core assembly (inclined top seat)/guide column assistant/positioning column, etc.;
5. Precision stamping mold accessories: non-standard punch needles, punch heads, punch needles, tungsten Steel punch, CNC punch, carbide punch, ASP-23 punch, powder high-speed steel punch, SKH51 punch, SKD11 punch, DC53 punch, double-pin punch, double-pin special-shaped punch, Customized guide punches, guide pins, turning punches, forming punches, elliptical punches, square punches, hexagonal punches, special-shaped punches, etc.;
6. Bushings, die inserts, lower molds, CNC Customized standard and non-standard precision stamping mold accessories such as concave molds, special-shaped bushings, contour sleeves, floating pins, cross pin floating pins, guide lifting pins, tungsten steel punches, etc.;
7. Guide pins, positioning pins, stoppers Standard and non-standard customization of high columns, limit columns, etc.;
8. Non-standard customization of SKH51 thimbles, SKD61 thimbles, supporting pins, flat thimbles, shooting pins, cylinder pins, push tubes, imported material thimbles and cylinder cylinders;
Common problems and processing procedures of precision plastic mold processing
1. Common problems in precision plastic mold processing:
01. Size, plastic materials all have a shrinkage rate, the mold size must be multiplied by the material shrinkage rate
02. The flow channel design must be reasonable and balanced, and the exhaust must be done well.
03. Products with poor flying patterns will suffer consequences
04. In terms of demoulding and ejection, whether the demoulding slope of the cavity is sufficient, the surface is well polished, the ejector pin arrangement must be reasonable, and the inclined ejector stroke must be sufficient.
05. Whether the cooling water channel can quickly and evenly cool the mold
06. The size of the glue inlet is appropriate. If it is too large, it will be difficult to separate the products. If it is too small, the plastic parts will not be fully ejected.
07. When assembling the mold, do not install the wrong parts, and the movement between the modules must be smooth.

2. Precision plastic mold processing process
01. Open materials. Front mold material, rear mold material, insert material, row position material, inclined roof material
02. Open the frame. Front mold frame, rear mold frame
03. Open it thickly. The front mold cavity is made thick, the rear mold cavity is made thick, and the parting line is made thick
04. Tong Gong. Front mold copper male, rear mold copper male, parting line clear angle copper male
05. Wire cutting. Insert parting line, copper pin, inclined top pillow position
06. Computer gong. Jingluo parting line, Jingluo rear mold core
07. Electric spark. The front mold is thick, the copper male mold is clear, the male mold line is clear, and the rear mold bone position and pillow position are
08. Drilling, pinholes, thimbles
09. Row position, row position pressure extreme
10. Inclined ejector pin and matching ejector pin
11. Others.
(1) Nozzle, code mold pit, garbage nail (limiting nail);
(2) Flying mold;
(3) Nozzle, support head, spring, water transport;
(4) Mold saving, polishing, front mold, rear mold Bone position;
(5) Fine water structure, pull rod screw retractor, spring quenching, row position surface nitriding;
(6) mold repair and lettering.
Detailed explanation of plastic mold processing process
Plastic mold processing is to perform more delicate processing on the newly formed mold. This is also an important operation in the plastic mold production process, which involves material cutting, frame opening, rough cutting, copper molding, wire cutting, and computer cutting. , EDM and other multiple processes, each of which determines the quality of the final mold product. The various plastic products we often see in our daily lives are produced through plastic molds, and A qualified plastic mold is the basis for producing these products.
In the production process of most plastic mold factories, plastic mold processing needs to go through the following processes before it can be finally completed, including cutting materials: front mold material, rear mold material, insert material, row position material, and inclined roof material. ; Frame opening: front mold frame, rear mold frame; Rough opening: front mold cavity opening, rear mold cavity opening, parting line thickening; Copper male: front mold copper male, rear mold copper male, Parting line, clear corner copper pin; wire cutting: insert parting line, copper pin, inclined top pillow position; computer gong: fine parting line, fine gong rear mold core; EDM: thick front mold, copper pin , male mold line angle clearing, rear mold bone position, pillow position; drilling, pinhole, ejector pin; row position, row position pressure pole; inclined top ejector pin, and ejector pin; Some other processes include:
① nozzle, Code mold pit, garbage nail (limiting nail);
② flying mold;
③ nozzle, support head, spring, water transport; mold saving, polishing, front mold, rear mold bone position; thin water structure, tie rod screw hook, spring quenching , row surface nitriding; mold repair and lettering. After the above series of processes, a complete plastic mold is almost completed.


Thermal characteristics of two plastics in plastic molds
The thermal properties of plastics in plastic molds are generally divided into thermoplastics and thermosetting plastics. Different types of products require different effects, appearance and feel, which directly depend on the use of plastic raw materials. So what are the thermal properties of these two common plastics?
Properties of thermoplastics: When this plastic is not heated, the resin molecules assume a linear or branched chain structure; after heating, it softens and melts, becoming a thin liquid that can flow, which can be formed into a certain shape and maintain the formed shape after cooling. . If the formed product is heated and melted, it can be reshaped into a product of a certain shape, which can be repeated.
Characteristics of thermosetting plastics: When this kind of plastic is not heated, the resin molecules have a linear or branched chain structure; after heating, they soften and melt, becoming a thin liquid that can flow. When heated to a certain time, a cross-linking reaction will occur. It forms a body structure and solidifies into shape; the formed product is heated and cannot be melted.

How to maintain precision plastic molds?
Plastic mold, the abbreviation of a combined plastic mold used for compression molding, extrusion, injection, blow molding and low foam molding. Plastic mold factories can divide molds into large nozzle molds, thin nozzle molds and hot runner molds according to different gating systems. The plastic mold structure includes six major systems, namely the pouring system, forming system, ejection system and forming structure, exhaust system, cooling system and positioning and navigation system;


In real life, many plastic household products require the use of plastic molds before they can be mass-produced. Therefore, plastic molds play a very important role in industrial manufacturing. So how to extend the service life of plastic molds as much as possible to maximize the It is particularly important to give full play to its value, and effective maintenance of plastic molds is a very necessary step. So how to maintain precision plastic molds?
01. When the operation requires temporary shutdown, the mold should be closed to prevent the cavity and core from being exposed to prevent accidental damage. If the downtime is expected to exceed 24 hours, anti-rust oil should be sprayed on the surface of the cavity and core. Or release agent, especially in humid areas and rainy seasons, anti-rust treatment must be done no matter how short the time is. Water vapor in the air will reduce the surface quality of the mold cavity and the surface quality of the product. When the mold is used again, the oil on the mold should be removed and wiped clean before use. If there are mirror requirements, clean the mold with compressed air and then blow it dry with hot air. Otherwise, it will seep out during molding and cause defects in the product.
02. Start the machine after a temporary shutdown. After opening the mold, check whether the slider limit has moved. Only if no abnormality is found can the mold be closed. In short, you must be careful before turning on the machine and do not be careless.
03. In order to extend the service life of the cooling water channel, when the mold is out of service, the water in the cooling water channel should be cleared immediately with compressed air, put a small amount of engine oil into the mouth of the cooling water channel, and then blow with compressed air to make all cooling pipes have a layer of Anti-rust oil layer.
04. Carefully check the working status of each control component during work to prevent abnormalities in the auxiliary system. Maintenance of the heating and control systems is particularly important for hot runner molds. After each production cycle, the rod heater, belt heater, and thermocouple ohms should be measured and compared with the technical instructions of the mold to ensure that their functions are intact. At the same time, the control loop may be tested by an ammeter installed within the loop. The oil in the hydraulic cylinder for core pulling should be drained as much as possible, and the oil nozzle should be sealed to prevent hydraulic oil from leaking or contaminating the surrounding environment during storage and transportation.
05. If you hear abnormal noises from the mold or other abnormal situations during production, you should stop the machine immediately for inspection. Mold maintenance personnel should conduct patrol inspections of the molds in normal operation in the workshop. If any abnormalities are found, they should be dealt with in a timely manner.
06. When the operator hands over the shift, in addition to handing over the production and process critical records, the operator must also give a detailed explanation of the mold usage status.
07. When the mold has completed the production quantity of products and needs to be removed from the machine to replace other molds, the mold cavity should be coated with anti-rust agent, and the mold and its accessories should be sent to the mold maintenance personnel, and the last qualified product should be attached as a sample. Send the parts to the maintenance staff together. In addition, a mold usage list should also be submitted, detailing which machine tool the mold is on, how many products have been produced since a certain month and day of a certain year, and whether the mold is in good condition now. If there is a problem with the mold, you should fill in the problem with the mold on the use sheet, put forward specific requirements for modification and improvement, and submit an unprocessed sample to the custodian for reference by the mold worker when repairing the mold.
08. After shutting down, check the surface of the mold to see if there is any residual glue, foreign matter, etc., clean it, spray anti-rust agent evenly, and fill in relevant records accurately. The molded plastic needs to be retained on the half mold after the mold is opened. Of course, this is under the prerequisite of an ejection mechanism. Generally, the half molds with the ejection mechanism are movable molds. Only in rare special cases, the half molds with the ejection mechanism are used. On the fixed mold.
Plastic molds are a key tool for injection molding production in the company's workshop and are the bread and butter of the company. They play an important role in the company. However, plastic molds are specialized, precise and vulnerable, so it is very important to maintain the safety of precision plastic molds. important.

What kind of mold parts are good mold accessories?
Mold parts refer to the general term for hardware accessories used in stamping molds, plastic molds or FA automation equipment in the mold industry. Mold accessories include: punch needles, punches, guide posts, guide bushes, ejector pins, cylinders, steel ball sleeves, non-lubricated guide bushes, non-lubricated slide plates, guide pin components and other mold parts.
What kind of mold parts are good mold accessories? Good mold accessories need to meet four indicators:
01. Mold parts are manufactured with high precision;
02. Short manufacturing cycle;
03. Long service life;
04. Low manufacturing cost
The more common mold parts mainly include: mold locking buckle, mold limit clamp, cylinder ejector pin, mold spring, buckle machine, mold guide post guide sleeve, mold positioning block, inserts, etc. Mold parts include standard parts and non-standard parts. pieces;



Our Services
1. Specialized in precision mold part ,inquiries will get highly attention and be prompt response.(within 24 hours).
2. Advanced facilities and experienced engineers, rich experience in mold parts.
3. Guaranteed quality, superior material quality compared to all other.
4. Customer oriented, efficient solution to control the cost for our client.
5. One-stop service, any questions can be solved at the first time by us.
6. Each part has been got 100% inspection before shipment.
Our adavanges
1. Clean and tidy workshop.
2.Strick and serious manangement, skilled and expericenced technicians.
3. Various raw material(imported and Chinese) to meet different needs of customers.
4.Equipment of high pricision.( Surface grinding,Sodick Wire-cutting.drilling machine).
5.The QC go along with all the production processes in our factory.
6. You can use English or Japanese for cummunication



Payment Terms
T/T,Paypal,Western Union,50% deposit, balance before shipment is available
Package:PE bag with anticorrosive oil,foaming film with carton,or wooden box according to customer's requirement.
Delivery:Delivery time is usually 7-15 working days for type of ejector pin,specific time is according to quantity.
Shipping:We ship using express such as DHL, UPS, FEDEX etc. or according
to customer's requirement . It takes about 3-5 days to arrive your front
door, and proof of shippments are provided with a shipping or tracking
number. And we ship by occean shippment for larger quantity items,
it will be economic for customers.

Fair Shine industrial (Hong Kong) Co., Limited
To provide customers with the most comprehensive precision mold parts solutions.
+86 189 2682 6341
Block 1, No. 12, Wusong 4th Street, Yuwu Industrial Zone, Dongcheng District, Dongguan, Guangdong, China
Copyright © 2025 Dongguan Huixiang Mold Technology Co., Ltd all rights reservrd.
Technical support: HuaShang